
Introduction
For engineers and procurement teams, sheet metal finishes are often discussed too late.
By the time a project reaches quoting, the material, geometry, and assembly logic may already be fixed. The finish is then treated as a final appearance choice or a coating note at the bottom of the drawing. In real production, that approach creates problems fast. A poorly matched finish can change dimensions, complicate assembly, shorten service life, weaken corrosion protection, or push cost upward in ways that were avoidable earlier in the design cycle.
That is why surface finishing should be treated as an engineering decision from the beginning. It is not just about how a part looks. It affects how the part behaves, how it survives transport and installation, how it performs in the field, and how easily it can be manufactured at scale.
This article explains finish selection from that practical perspective—linking process choice to environment, function, design geometry, cost, and drawing clarity.
Why Surface Finish Should Be Decided Early
A finish is often the last visible layer on a part, but it should not be the last serious decision.
In sheet metal programs, finish selection influences:
corrosion resistance
wear behavior
conductivity or insulation
cleanability
appearance consistency
tolerance stack-up
assembly fit
packaging sensitivity
A finish that works well on a flat sample coupon may perform badly on a complex formed enclosure, a vented panel, or a part with sharp edges, internal corners, and masked contact zones. That is why finish choice has to be connected to design, not added after design is done.
For OEM and wholesale buyers, this matters because finish-related failures are expensive. They often appear late, usually after fabrication is already locked, and they can affect large batch quantities at once.
The Core Finish Families Buyers Need to Understand
The finish market is crowded with names, trade terms, and overlapping promises. The easiest way to make sense of it is to sort finishes by what they fundamentally do.
Some build a protective layer on the surface. Some create a chemical conversion layer. Some improve paint adhesion. Some are chosen mainly for appearance, while others are selected because the finish changes hardness, corrosion behavior, electrical conductivity, or cleaning performance.
Below is a practical reference table focused on the finish families buyers encounter most often in sheet metal programs.
Core Surface Finish Reference Table
| Finish Family | Specific Process | How It Works | Best For | Watch Out For | Relative Cost |
| Organic Coatings | Powder Coating | Charged powder is sprayed and heat-cured into a continuous protective film | Outdoor durability, color flexibility, strong cosmetic finish | Thickness buildup, edge coverage challenges, Faraday cage effect in recesses | $$ |
| Organic Coatings | E-Coating | Electrically deposited coating forms a highly uniform layer over complex parts | Corrosion protection on complex geometries, base layer for topcoats | Limited decorative value on its own, usually needs UV-protective topcoat | $ |
| Plating | Zinc Plating | Thin zinc layer is electroplated onto steel | Economical corrosion protection for fasteners and general steel parts | Limited wear resistance, uneven distribution on complex shapes | $ |
| Plating | Electroless Nickel | Nickel-phosphorus layer deposits chemically without electric current | Uniform coverage, wear resistance, corrosion resistance on complex parts | Higher chemical cost, more process control needed | $$$ |
| Anodizing | Type II / Type III | Aluminum oxide layer is thickened electrochemically | Corrosion resistance, decorative aluminum finish, high hardness in hardcoat | Aluminum-only, dimensional change, cracking risk on some formed parts | $–$$$ |
| Conversion Coatings | Passivation | Free iron is removed from stainless steel to improve corrosion resistance | Stainless steel in medical, food, and corrosion-sensitive service | No major visual change, does not add thickness or wear protection | $ |
| Conversion Coatings | Chromate / TCP | Thin chemical film improves corrosion resistance and coating adhesion | Conductive protection on aluminum, pre-paint or pre-powder systems | Limited wear resistance, chemistry restrictions vary by market | $ |
The point is not to memorize every process. It is to understand what each one is fundamentally trying to solve.

The Decision Framework: Four Questions That Prevent Expensive Mistakes
Finish selection becomes much clearer when engineers and buyers stop asking, “Which finish is best?” and start asking four narrower questions.
What is the Battlefield?
The first question is environmental.
Is the part going into:
coastal outdoor exposure
industrial pollution
indoor clean service
chemical washdown
food-contact-adjacent processing
high-humidity storage or transport
A finish that works well indoors may fail quickly near salt, detergents, condensation, UV exposure, or repeated thermal cycling.
In marine or coastal conditions, single-layer solutions are often not enough. Buyers may need a layered strategy such as zinc-rich primer plus topcoat, e-coat plus powder, or a more corrosion-resistant base material paired with a stable finish.

What is the Mission?
Not every finish is selected for corrosion resistance alone.
Sometimes the part needs:
electrical conductivity
electrical insulation
low reflectivity
wear resistance
cleanability
a controlled cosmetic appearance
compatibility with food-grade or medical environments
The finish has to match the mission, not just the substrate.
What Are the Design’s Hidden Traps?
A finish can only work within the geometry it is given.
Design details that often create finishing problems include:
sharp external edges
deep recesses
blind corners
tight mating tolerances
welded zones with cosmetic exposure
trapped moisture areas
grounding points that need masking
A finish selected without design-for-finishing logic often leads to inconsistent coverage, poor appearance, or assembly issues.

What Is the True Cost?
The quoted finish price is rarely the full cost story.
A low-cost finish can become expensive through:
early corrosion failure
rework from appearance mismatch
masking labor
touch-up difficulty
warranty claims
coating damage during assembly or shipping
That is why finish selection should be evaluated through total cost of ownership, not only by quoted processing cost.
Environment First: The Finish Has to Match the Field
The field environment usually decides whether a finish succeeds or fails.
For example:
Salt-heavy outdoor service often requires stronger corrosion systems and better edge protection.
Medical and food-adjacent environments may prioritize smooth, cleanable surfaces and validated passivation or electropolishing routes.
General indoor equipment may not need the same level of corrosion investment but may still require strong cosmetic consistency.
Industrial processing zones often expose parts to oils, cleaners, abrasion, and accidental impacts that simple decorative finishes cannot tolerate.
This is why experienced buyers ask for more than color or coating type. They ask what the finish has already been proven against.
Function Before Appearance
In some projects, appearance matters most. In others, it is secondary to conductivity, wear resistance, or chemical stability.
Examples:
If the part must remain electrically conductive, a thick organic coating may be the wrong answer.
If the part sees repeated friction, a decorative anodize or low-cost plating may not survive.
If the finish is mainly there to support a later paint or powder system, then adhesion performance matters more than surface beauty.
A finish should be selected for what the part must do, not just how the part should look in photos.
Design for Finishing: Where Good Surface Results Are Won or Lost
Many finish failures are not actually finishing-process failures. They are geometry problems that the finishing line is forced to inherit.
Three common examples:
Faraday Cage Effect
In powder coating, deep internal corners and narrow recesses can repel charged powder, leaving coverage too thin where corrosion risk is already high.
Sharp Edges
Coatings naturally pull away from sharp edges. If edge radii are too small, film build becomes weak exactly where protection is needed most.
Tolerance Buildup
Powder coat, plating, anodizing, and conversion layers all affect surface condition and, in some cases, dimensions. Tight-fit assemblies can become difficult to build if the finish allowance is ignored.
For many OEM projects, the smartest fix happens before the part is even made: radius the edge, open the recess, define the masking zone, or revise the tolerance stack.
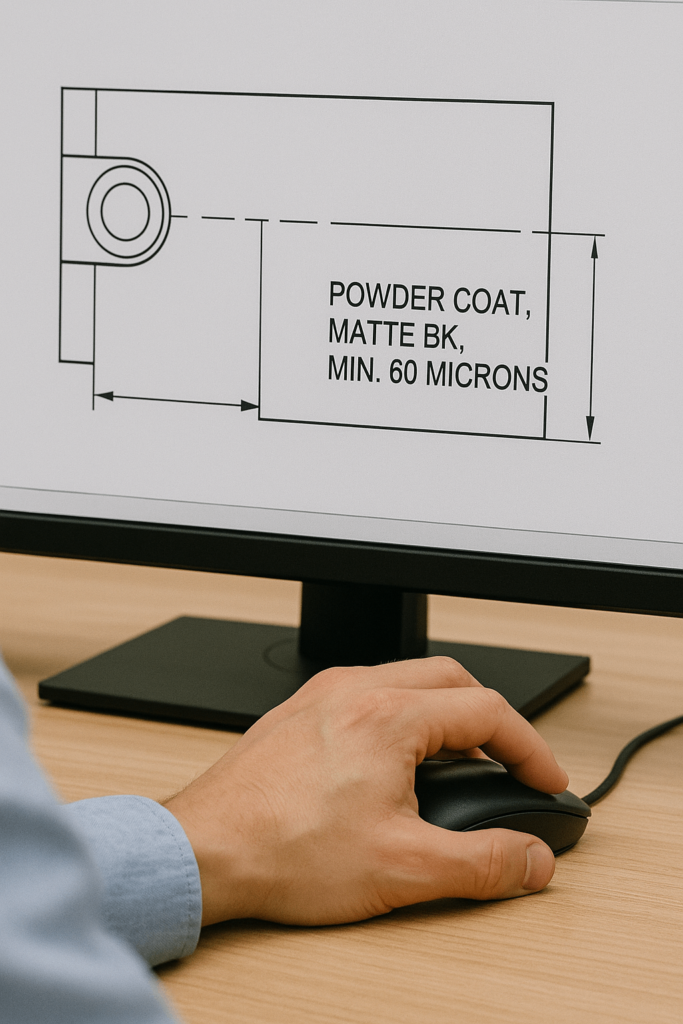
From CAD to Reality: How Finish Specs Should Appear on Drawings
A vague finish callout invites manufacturing variation.
Instead of writing only “powder coat” or “anodize,” the drawing should define the actual requirement clearly. That often includes:
the process standard
the type or class where relevant
the target thickness or film range
color and gloss level if cosmetic
masking zones or no-coat areas
corrosion or test requirement if critical
Examples of better callouts include:
Powder Coat, Matte Black, 60–80 microns
Anodize per MIL-A-8625 Type II, Class 2, Black
Passivate stainless steel per ASTM A967
Trivalent chromate conversion coating per applicable customer spec
A strong finish note removes guesswork before production begins.
Where Surface Technology Is Moving Next
Surface finishing is changing in two visible directions.
The first is compliance pressure. Buyers increasingly need finish systems that align with RoHS, REACH, and broader environmental restrictions. That is pushing the market toward safer pretreatments and away from legacy chemistries with regulatory baggage.
The second is functional intelligence. Newer surface technologies are being developed around:
self-healing behavior
antimicrobial protection
hydrophobic performance
smarter corrosion response
cleaner process chemistry
Not every buyer needs these next-generation finishes today, but the direction matters—especially in medical devices, EV enclosures, outdoor electronics, and high-touch industrial products.
The Engineer’s Quick-Reference Matrix
| If Your Primary Goal Is… | Your Top Finish Candidates Are… | Key Design Consideration | Relevant Standard to Cite |
| Maximum corrosion resistance in coastal or marine exposure | Hot-dip galvanizing, e-coat + powder system, multi-layer industrial coating | Provide drainage and avoid recesses that trap moisture or limit coating access | ASTM A123, ASTM B117 |
| High wear and abrasion resistance | Type III hardcoat anodize, electroless nickel, hard chrome where permitted | Allow for thickness buildup and radius edges to prevent chipping | MIL-A-8625 Type III, AMS specs as required |
| Electrical conductivity with corrosion protection | Chromate/TCP conversion coating, selected conductive plating systems | Define masking and contact points clearly | MIL-DTL-5541 or equivalent |
| Medical-grade or food-adjacent stainless surface | Passivation, electropolishing | Control roughness, crevices, and cleanliness requirements | ASTM A967, sanitary specs as needed |
| Durable cosmetic finish with wide color choice | Powder coating | Account for coating thickness in fits and hidden areas | Customer color / gloss specification |
| Cost-effective general corrosion protection | Zinc plating, Type II anodize | Confirm abrasion expectations and post-processing needs | ASTM B633, MIL-A-8625 Type II |
This matrix is not a shortcut around engineering review. It is a faster way to narrow the conversation to the finish families most likely to fit the job.
Conclusion
Surface finish is not a decorative afterthought. It is one of the decisions that most directly links design intent with field reality.
The right finish can:
extend product life
reduce corrosion-related failures
improve assembly consistency
protect brand appearance
lower long-term lifecycle cost
The wrong one can create hidden risk even when the part looks acceptable on day one.
That is why the best finish decisions are made early, with equal attention to environment, function, geometry, and specification clarity.
At YISHANG, we support OEM and B2B buyers with manufacturing-based guidance on sheet metal finishes, surface treatment selection, DFM/DFF review, and drawing clarity so finish choices are tied to real use conditions—not generic process preferences.
Frequently Asked Questions (FAQ)
Which sheet metal finish is best for outdoor use?
There is no single best answer. The right finish depends on the environment, substrate, UV exposure, and corrosion requirement. Powder coating, e-coat plus topcoat systems, galvanizing, and some stainless finishes are common outdoor solutions.
What is the main difference between powder coating and e-coating?
Powder coating is usually chosen for thicker, more decorative outer protection. E-coating is known for very uniform coverage, especially on complex geometries, and is often used as a corrosion-focused base layer.
Does anodizing affect dimensions?
Yes. Anodizing changes the oxide layer on aluminum, and hardcoat anodizing can have a noticeable dimensional effect. Tolerance-sensitive features should account for that.
When should stainless steel be passivated?
Passivation is commonly specified when stainless steel needs improved corrosion resistance, especially in medical, food, clean-process, or corrosion-sensitive environments.
Why do finish problems often show up after assembly instead of after coating?
Because many finish-related problems are linked to geometry, fit, handling, edge condition, or hidden tolerance stack-up. The coating may pass inspection but still fail once the part is assembled, shipped, or exposed to service conditions.
