
Introduction: Solving the “Impossible” Design Challenge
Engineers and procurement teams often encounter aluminum assemblies that are difficult to manufacture economically with conventional joining methods. A design may require thin walls, internal passages, dimensional stability, and multiple sealed joints, all within tight performance requirements.
In these situations, traditional welding can introduce distortion, while machining the entire part from solid stock may create excessive cost and material waste.
Dip brazing is one of the manufacturing methods used to bridge that gap. This guide explains how dip brazing works, where it offers advantages over welding or vacuum brazing, and what buyers should evaluate when specifying it for complex aluminum assemblies.
1. The Science of Dip Brazing: A Look Inside the Molten Bath
Dip brazing is a joining process in which a prepared aluminum assembly is immersed in a molten salt bath so that filler metal can melt and flow into multiple joints at the same time.
The process depends on three interacting elements: the aluminum base components, the brazing filler metal with a lower melting range than the parent alloy, and the molten salt bath that provides controlled heating and flux action.
The molten bath is important because it does more than transfer heat. It also helps clean oxide from the joint surfaces, allowing the filler metal to flow through capillary action into narrow gaps.
Unlike fusion welding, dip brazing joins the assembly without melting the main structural parts. This helps reduce thermal distortion and makes the process attractive for thin-wall or multi-joint aluminum assemblies.

Why Dip Brazing Is Usually Associated with Aluminum
Dip brazing is most commonly used with aluminum assemblies because aluminum forms an oxide layer very quickly, and that oxide layer interferes with normal filler flow unless it is properly controlled.
The salt bath helps solve that problem while also heating the entire assembly uniformly. That combination makes dip brazing especially useful for complex aluminum components with many joints or internal passages.
2. The Dip Brazing Playbook: A Four-Act Journey to a Monolithic Masterpiece
A successful dip brazed assembly depends on process discipline from cleaning through post-braze washing. For buyers, understanding these steps makes it easier to judge whether a supplier has real control over brazing quality.
Step 1: The Purity Ritual (Cleaning & Preparation)
The process starts with thorough cleaning. Oils, greases, surface contamination, and oxide must be removed so the filler metal can wet the joint correctly.
Because aluminum oxide reforms quickly, preparation quality is one of the most important factors in joint reliability.

Step 2: The Architectural Blueprint (Precision Assembly & Fixturing)
Once the parts are prepared, the assembly must be positioned accurately. Gap control, filler placement, and fixture design all influence whether capillary flow occurs evenly through the joint network.
Self-locating features and controlled joint geometry can reduce fixture complexity and improve repeatability.
Step 3: The Thermal Journey (Preheating & Immersion)
Before entering the salt bath, assemblies are usually preheated to reduce thermal shock and stabilize the part temperature.
The assembly is then immersed in the molten bath at a controlled temperature, where the filler metal melts and flows into the joints. Time and temperature control are critical, because underheating can cause poor flow while overheating can damage part geometry or joint quality.
Step 4: The Final Refinement (Cooling & Flux Removal)
After brazing, the assembly is removed, cooled, and thoroughly cleaned to eliminate residual salt.
This cleaning stage is essential because retained salt residues can create long-term corrosion problems if not removed completely.
3. The Strategic Choice for Procurement: When to Specify Dip Brazing
Dip brazing is not the right choice for every aluminum product, but it can offer strong advantages when assemblies are complex, thin-walled, or dependent on many sealed joints.
3.1. Dip Brazing vs. TIG/MIG Welding: Heat Management & Dimensional Stability
TIG and MIG welding apply concentrated local heat and melt the parent material directly. In thin-wall aluminum, that often increases the risk of distortion, rework, and alignment problems.
Dip brazing heats the assembly more uniformly and keeps the main structural parts below their melting temperature. For complex or closely nested aluminum parts, this can reduce distortion and support better dimensional control.
3.2. Dip Brazing vs. Vacuum Brazing: Internal Complexity Advantage
Vacuum brazing is valued for clean processing and controlled environments, but it is often better suited to more open part geometries.
Dip brazing can be advantageous where assemblies include internal channels, blind spaces, or multiple nested joints. In those cases, the molten salt bath can support more complete access to the full joint network.
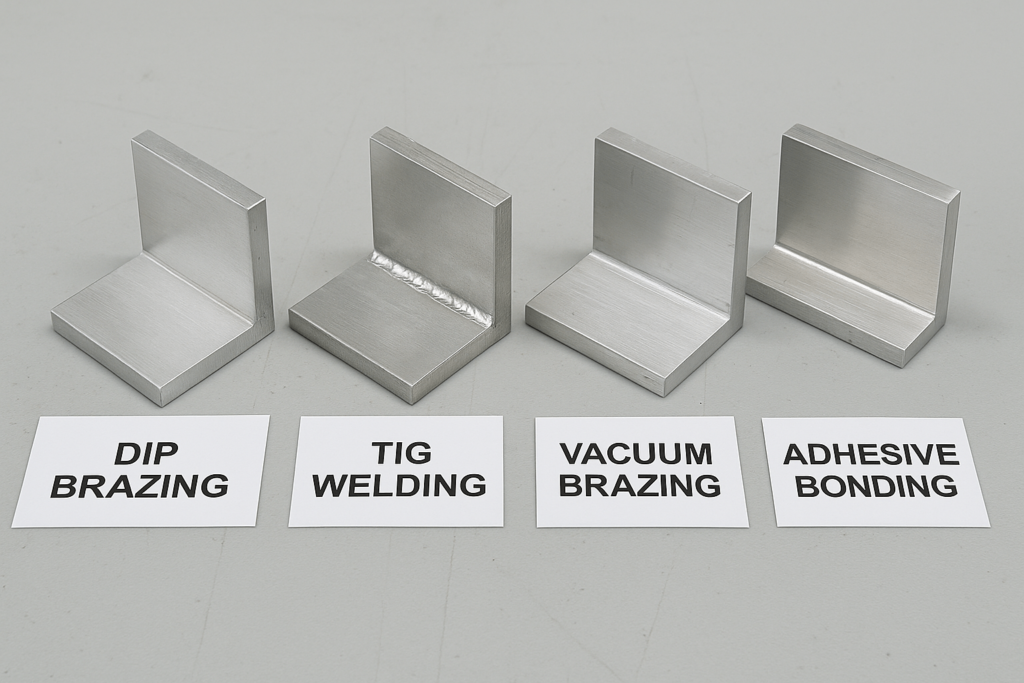
3.3. Joining Process Comparison: A Procurement Reference Table
| Parameter | Dip Brazing | TIG/MIG Welding | Vacuum Brazing | Adhesive Bonding |
| Thermal Distortion | Low | High | Very Low | None |
| Assembly Complexity | Excellent | Poor | Good | Excellent |
| Joint Accessibility | Internal and blind joints OK | Line-of-sight only | Limited by gas path | Surface contact only |
| Conductivity (Thermal/Electric) | Excellent | Good | Excellent | Poor |
| TCO for Complex Parts | High ROI | High (labor + rework) | High (equipment cost) | Moderate (variable) |
| Ideal Use Cases | Heat exchangers, sealed housings, multi-joint aluminum assemblies | Frames, brackets, local weld joints | Clean aerospace components, controlled brazed structures | Plastics, dissimilar materials, non-structural bonding |
4. Real-World Applications & Supplier Qualification Signals
Dip brazing is most valuable in applications where uniform heating, multiple simultaneous joints, and sealed internal features provide advantages that welding or simple mechanical assembly cannot easily match.
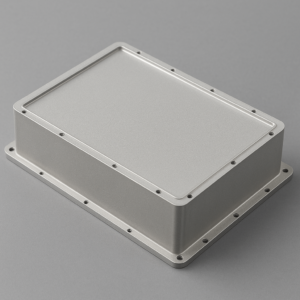
Application: EMI-Sealed Aerospace Electronics
Aerospace and defense electronics often require housings that combine shielding performance with tight dimensional control. Dip brazing can create continuous metallurgical joints around complex housings with less distortion than conventional welding.
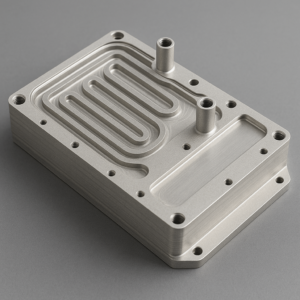
Application: High-Efficiency Liquid Cooling Plates
Cooling plates and thermal-management assemblies benefit from dip brazing because many joints and flow-channel boundaries can be formed in one controlled cycle. This supports thermal conductivity and structural consistency across repeated production.
Application: Microwave-Precision Waveguide Assemblies
Waveguide and RF assemblies depend on internal geometry and continuity. Dip brazing can join multi-part aluminum structures while maintaining a more uniform internal joint network than many localized joining methods.
What Good Supplier Signals Look Like
When evaluating a dip brazing supplier, buyers should look for evidence of real process control rather than generic claims about joining capability.
Useful qualification signals include:
Controlled cleaning and pre-braze preparation procedures
Repeatable fixture and gap-control methods
Documented salt removal and post-braze cleaning processes
Inspection methods appropriate to sealed joints, distortion, and final fit
Experience with aluminum alloy compatibility and filler selection
5. Design for Manufacturability (DfM): Reduce RFQ Risk & Lead Time
A successful dip brazed assembly usually begins with correct design choices. Early involvement of a capable supplier can reduce redesign cycles, improve yield, and shorten lead time.
Favor lap joints: They are generally easier to braze consistently than edge-contact joints.
Avoid blind cavities where possible: Salt flow and drainage must be considered.
Use self-jigging features: These improve assembly repeatability and reduce fixture complexity.
Respect capillary gaps: Joint gap control is essential for proper filler flow.
Balance part mass: Large differences in section thickness can affect heating behavior and distortion.
These practices help reduce RFQ uncertainty and improve the likelihood of stable production after quotation.
6. Quality Standards: What Procurement Should Ask For
Because dip brazing is often used in performance-critical aluminum assemblies, buyers should confirm whether the supplier follows relevant process and quality-system requirements.
Examples may include:
Nadcap accreditation where aerospace process control is required
AS9100 for aerospace and defense manufacturing systems
AWS C3.7/C3.7M or other applicable brazing-process requirements
The specific standard will depend on the product and industry, but the general goal is the same: traceable process control, documented inspection, and repeatable output quality.
7. Environmental Considerations & Future of Dip Brazing
Dip brazing involves molten salts, cleaning chemicals, and post-process washing steps, so environmental control is an important part of responsible production.
Key issues often include:
Salt handling and disposal
Chemical cleaning and rinse management
Vapor control and operator safety
Residue reduction and process efficiency
As the industry develops, buyers may also see more attention placed on lower-residue processes, improved cleaning efficiency, and tighter environmental compliance requirements.
Conclusion: Strategic Sourcing Advantage with Dip Brazing
Dip brazing is a valuable joining option when aluminum assemblies require low distortion, multiple simultaneous joints, internal flow paths, or sealed structural performance that is difficult to achieve with conventional welding.
Its value is highest when the part has been designed with brazing in mind and when the supplier can demonstrate real control over cleaning, fixture design, temperature management, and post-braze residue removal.
For buyers, the key decision is not whether dip brazing sounds advanced, but whether it is the right process for the geometry, performance requirement, and supply risk profile of the product.
A Practical RFQ Screening Rule
If a supplier cannot clearly explain joint-gap control, alloy compatibility, salt removal, and inspection strategy for a dip brazed assembly, the issue is usually not just pricing uncertainty — it is process risk.
That makes dip brazing supplier qualification just as important as the process choice itself.
