
Introduction: Beyond the Spec Sheet: The Real Cost of Titanium Fabrication Failures
For procurement managers, titanium-related projects often look simple at the quotation stage. The drawing is clear, the material grade is specified, and the buyer may assume that any capable metal fabrication supplier can support the part or welding process.
In practice, titanium welding and titanium fabrication support require much tighter process control than ordinary steel fabrication. A weld may look acceptable at first glance but become brittle because of poor gas shielding. A fixture may hold the first sample in place but fail to maintain repeatability during batch production. A small amount of distortion may be enough to create rework, assembly delays, or field complaints.
For OEM buyers, the real cost is rarely limited to one rejected part. It may include extra inspection, urgent redesign, delayed assembly, wasted labor, higher scrap rates, and difficult communication between engineering, purchasing, and the supplier.
This guide is written for sourcing teams, procurement managers, and engineers who need to reduce risk in titanium welding and related custom metal fabrication projects. It explains why standard setups often fall short, what types of custom fixtures and support parts can improve stability, and how to evaluate a supplier before issuing a purchase order.
Yishang Metal Products Co., Ltd. is a China-based ISO 9001 and RoHS certified metal products manufacturer with 26+ years of experience in custom sheet metal fabrication, CNC machining, welding, metal frames, cabinets, brackets, display structures, and OEM/ODM metal parts. For titanium-related projects, Yishang can support buyers with custom metal fixtures, CNC parts, sheet metal structures, design review, prototyping, assembly, and production-oriented fabrication solutions.
The Root of the Problem: Why Standard Welding Setups Are a Liability for Titanium
Titanium welding is not difficult because titanium is weak. It is difficult because titanium reacts strongly to heat, oxygen, nitrogen, hydrogen, and poor process control. For buyers, the risk is both technical and commercial.
A supplier may quote an attractive price but lack the right tooling, gas shielding setup, fixture design, or inspection routine. The first sample may pass visually, while batch production later reveals distortion, contamination, inconsistent weld color, or poor fit-up.
Standard welding setups can work for many common steel and stainless steel assemblies. Titanium is less forgiving. The weld zone, backside of the joint, heat-affected area, fixture contact points, and cooling process all require closer attention. If these details are not controlled, the result can be unstable quality and unpredictable delivery.
For procurement teams managing titanium welding support parts, custom metal fixtures, or OEM assemblies involving titanium components, understanding these root causes helps separate a low-risk supplier from a high-risk one.
The Contamination Crisis: A Threat to Material Integrity
The biggest challenge in titanium welding is atmospheric contamination. When titanium is heated, it can absorb oxygen, nitrogen, and hydrogen from the surrounding environment. This can reduce ductility and make the weld area more brittle.
For procurement managers, the concern is straightforward: a contaminated weld may not fail during basic inspection, but it may fail later under vibration, load, pressure, or repeated use. This is especially important for equipment, automotive components, medical-related hardware, marine structures, chemical systems, energy storage parts, and other demanding applications.
Contamination is often caused by weak shielding, unstable argon flow, poor backside protection, dirty work surfaces, unsuitable fixtures, or improper handling. It can also come from cross-contamination if titanium-related work is processed near carbon steel dust or shared tools.
This is why custom welding fixtures, purge support parts, backing bars, and carefully designed gas shielding components are not just accessories. They are process-control tools that help reduce scrap and improve repeatability.
The Heat Trap: The Driver of Distortion and Tool Failure
Titanium also has low thermal conductivity compared with many common metals. Heat tends to stay near the weld or cutting area instead of spreading quickly through the part. This creates two practical problems.
The first problem is distortion. Localized heat can pull a part out of alignment, especially when the component has thin sections, long seams, complex geometry, or tight assembly tolerances. A part that looks correct before welding may no longer fit after cooling.
The second problem is tool and process wear. In machining or finishing operations, poor heat management can shorten tool life and make dimensional control more difficult. For procurement teams, this can appear as higher cost, longer lead time, inconsistent samples, or repeated supplier excuses.
A stable fixture design helps control these risks. It supports the part during welding, limits movement, improves repeatability, and gives the supplier a more predictable production process.
The Color Code of Failure: A Clear Indicator of a Flawed Process
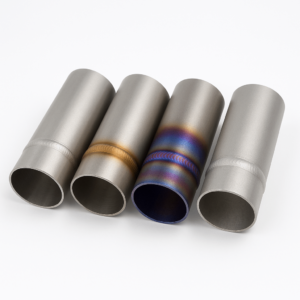
Titanium weld color is a useful visual signal. While it should not be the only inspection method, it can quickly show whether shielding and process control are moving in the right direction.
| Weld Color | Practical Meaning for Buyers |
| Bright, shiny silver | Very good shielding. Usually indicates strong process control. |
| Light straw | Often acceptable for many non-critical applications, depending on the project standard. |
| Dark straw / brown | Indicates noticeable oxidation. The weld may require review or rejection. |
| Purple / blue | Indicates heavier contamination. Mechanical performance may be compromised. |
| Gray / chalky white | Severe oxidation. The weld area is usually considered unacceptable. |
For procurement documents, it is better to define the acceptable weld appearance range, inspection method, and rejection criteria before production starts. This reduces arguments later and gives both buyer and supplier a clear quality reference.
Why Generic Nozzles and Fixtures Often Fall Short
Generic nozzles, clamps, and fixtures are not always wrong, but they are often not enough for titanium welding. Titanium needs stable shielding not only at the arc, but also across the heat-affected zone while the weld cools. If the shielding area is too small or the gas flow is turbulent, oxidation risk increases.
Standard clamps can also create problems. They may not hold complex parts in the correct position, may block shielding gas, or may allow small movements during heating and cooling. These small movements can become large quality problems in batch production.
For buyers sourcing custom titanium welding fixture solutions, the supplier should be able to explain how the fixture supports alignment, shielding, access for welding, and repeatability. A fixture that only holds the part is not enough. It should support the process.
Custom Fixture Solutions That Help Stabilize Titanium Welding Projects
Reducing risk in titanium welding starts with a controlled and repeatable process. That usually requires more than a skilled welder. It requires the right fixture, the right shielding support, the right purge setup, and the right inspection plan.
For procurement managers, these custom metal parts and welding support tools help turn a difficult process into a more predictable one. They also make it easier to compare suppliers, because a capable supplier should be able to discuss not only price, but also process control.
Custom Jigs & Fixtures: The Foundation of Precision and Repeatability
Custom welding jigs and fixtures are often the foundation of a stable titanium welding project. Unlike generic clamps, they are designed around the real part geometry, weld sequence, access points, and tolerance requirements.
Their business value is simple: they improve repeatability. A good fixture helps hold the same alignment from the first sample to the last production part. It reduces operator variation, limits heat-related movement, and lowers the chance of rework.
For titanium welding support, custom fixtures may also be designed to leave space for gas shielding, allow backside protection, support purge accessories, or avoid blocking the weld path. In some projects, CNC-machined fixture components are used for tighter accuracy, while sheet metal structures can provide cost-effective support for larger assemblies.
When sourcing a titanium purge fixture or custom welding fixture supplier, buyers should ask whether the fixture is designed only for positioning or also for shielding, welding access, inspection, and batch consistency.

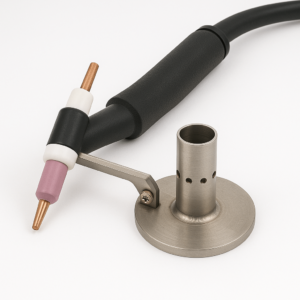
Trailing Shields: A Strongly Recommended Tool for Quality Assurance
Trailing shields are commonly used in many open-air titanium TIG welding applications. They extend the argon shielding coverage behind the torch, protecting the hot weld and heat-affected zone as the metal cools.
For procurement teams, the point is not simply whether a supplier owns a trailing shield. The important question is whether the supplier understands when and why extended shielding is needed. Some simple or enclosed welds may use other protection methods, while longer exposed welds may require a larger shielding area.
If a titanium weld shows discoloration behind the torch path, poor trailing coverage may be one reason. Asking the supplier to explain their shielding method can reveal a lot about their process knowledge.
Purge Dams & Backing Bars: Ensuring Full-Penetration Integrity
For full-penetration welds, backside protection is often just as important as front-side shielding. If the root side of the weld is exposed to air while hot, oxidation can create a weak internal area that may not be visible from the outside.
Purge dams, backing bars, and purge fixtures help create a protected environment on the backside of the joint. They are especially important for tubes, sealed structures, tanks, frames, and other parts where joint integrity matters.
In RFQs and purchase orders, buyers should define whether backside purging is required, what weld appearance is acceptable, and whether the supplier must provide sample photos, inspection records, or test reports. Clear requirements reduce the risk of hidden weld defects.
Custom Gas Lenses & Nozzles: Optimizing the Shielding Environment
Shielding quality depends not only on gas type, but also on how the gas reaches the weld. A TIG gas lens can help create smoother, more stable argon flow, reducing turbulence and improving coverage around the weld zone.
Custom nozzles may also be needed when the part shape, weld location, or fixture layout makes standard torch access difficult. In these cases, the welding setup should be considered together with fixture design. A well-designed fixture should not block gas flow or force the welder into an unstable angle.
Buyers sourcing titanium welding support should ask the supplier how they control gas flow, torch access, purge coverage, and post-weld protection. These details are often more useful than a simple “yes, we can weld titanium” answer.
Manufacturing Capabilities: What to Check Before Choosing a Supplier
When evaluating a supplier for titanium-related welding support, buyers should focus on practical manufacturing capabilities, not only broad claims. The key question is not whether the supplier can name advanced processes. The key question is whether they can make the required fixture or metal part accurately, repeatably, and at the required production scale.
For Yishang, the relevant capabilities include sheet metal laser cutting, bending, deep drawing, stamping, welding, CNC machining, surface treatment, design support, prototyping, assembly, packaging, inspection, and shipping. These capabilities can support custom fixtures, brackets, frames, cabinets, metal structures, and OEM/ODM components used around titanium welding or related industrial assemblies.

When Special Processes May Be Needed
Some titanium projects may require specialized processes such as additive manufacturing, advanced purge tooling, or certified titanium welding procedures. If your project requires these capabilities, they should be stated clearly in the RFQ and verified before supplier selection.
However, not every titanium-related project requires the supplier to produce 3D printed titanium parts. In many OEM applications, the buyer may need custom metal fixtures, support frames, brackets, jigs, positioning parts, or CNC-machined components that help another welding or assembly process run more consistently.
This is where a practical metal fabrication supplier can provide value. The supplier can review the drawing, suggest fixture improvements, produce samples, and help make the support parts easier to manufacture in batches.
When CNC Machining Makes Sense
CNC machining is often a good choice for fixture components, locating pins, clamp blocks, support plates, threaded parts, and metal components that require accurate dimensions. For welding fixtures, CNC-machined details can improve part positioning and reduce assembly variation.
CNC machining is also useful when the fixture needs flat contact surfaces, repeatable hole locations, accurate slots, or tight mating features. These details may not look important on a drawing, but they often decide whether a welding fixture can hold the part consistently through multiple production cycles.
For procurement teams, CNC machining should be evaluated together with batch quantity, tolerance requirement, material choice, inspection method, and total cost. A lower-cost fixture may become expensive if it causes repeated rework.
Combining Sheet Metal, Welding, and CNC Machining
For many custom metal projects, the best solution is not one process alone. A fixture or support structure may combine sheet metal bending, welded frames, CNC-machined locating parts, surface treatment, and assembly.
This combined approach is often practical for OEM buyers because it balances accuracy, strength, lead time, and cost. For example, a welded steel frame may provide the main structure, while CNC-machined blocks control positioning. Sheet metal guards or covers may be added for safety or handling. Surface treatment may be used to improve durability and corrosion resistance.
A supplier that can support multiple fabrication steps in-house can reduce communication gaps and make the project easier to manage.
Risk Management: 5 Mistakes That Increase Titanium Welding Project Risk
A supplier’s experience is often shown by the problems they know how to prevent. In titanium welding and titanium-related fabrication support, the following mistakes can lead to scrap, rework, delays, and quality disputes.
1. Unclear material control
If the supplier cannot clearly identify materials, filler materials, or contact parts used in the process, the project risk increases. Titanium-related work requires careful material handling and clear separation from incompatible materials.
2. Weak gas shielding
Poor shielding is one of the most common reasons for titanium weld discoloration and reduced performance. Buyers should ask how the supplier controls gas flow, trailing coverage, backside purge, and post-weld protection.
3. Dirty or poorly controlled work areas
Dust, oil, steel particles, or shared tools can create contamination risk. Even when the supplier is making fixtures rather than final titanium parts, cleanliness and handling procedures still matter.
4. Fixture design that ignores heat movement
A fixture that holds the part cold may not hold it correctly during welding. Good fixture design should consider thermal movement, access for the welder, gas coverage, clamping force, and repeatability.
5. Skipping prototype validation
For custom fixtures and OEM metal parts, samples are not a formality. They help verify fit, function, weld access, assembly sequence, and production feasibility before bulk orders begin.
Application Scenarios: Where Custom Fixtures Create Measurable Value
Supplier claims are not enough. Buyers should ask for examples of similar fixture types, material thicknesses, assembly structures, tolerances, and batch quantities. Even if the supplier cannot disclose customer names, they should be able to explain how they solved problems in similar projects.
Custom welding fixtures and metal support parts can create measurable value in several common scenarios:
Equipment frames and cabinets
Large metal structures can move during welding or assembly. Custom fixtures help keep the frame square, reduce distortion, and improve batch consistency.
Automotive and hardware components
Brackets, supports, mounting plates, and welded assemblies often require repeatable positioning. A custom fixture can reduce variation between operators and improve inspection pass rates.
Medical equipment and device support structures
For medical equipment frames, carts, enclosures, and support hardware, appearance, cleanliness, repeatability, and durability are important. Fixture accuracy can help reduce finishing defects and assembly problems.
Energy storage and electronics enclosures
Battery cabinets, control boxes, and electronic equipment housings often require tight fit-up, consistent hole alignment, and stable welded or assembled structures. Good fixture design helps reduce rework.
Vending machines, display equipment, and advertising structures
For metal cabinets, frames, kiosks, and display racks, repeatability directly affects assembly speed, appearance, packaging, and installation.
In each case, the value of a custom fixture is not limited to the fixture itself. It supports smoother production, fewer rejects, better consistency, and fewer surprises after shipment.
The Business Case: Calculating the True ROI of Custom Welding Fixtures
Custom welding fixtures should not be judged only by their purchase price. A low-cost fixture that creates rework is expensive. A well-designed fixture that improves production stability can pay for itself quickly.
Procurement teams can evaluate ROI in four practical areas:
1. Reduced scrap and rework
If a fixture lowers the rejection rate, the savings include material, labor, machine time, inspection time, and delayed delivery risk.
2. Faster setup and assembly
A fixture that makes positioning easier can reduce setup time and make production less dependent on highly experienced operators.
3. Better batch consistency
For OEM orders, consistency is often more important than one perfect sample. A good fixture helps the supplier produce the same result repeatedly.
4. Lower communication and quality dispute costs
Clear fixture design, sample approval, and inspection criteria reduce the back-and-forth between buyer and supplier.
A simple ROI review can start with this question: how much does one failed batch, delayed shipment, or redesign cost compared with the cost of a custom fixture? In many B2B projects, the fixture cost is small compared with the risk it helps control.
The Supplier Vetting Checklist: 7 Red Flags to Spot Before Issuing a PO
Choosing a supplier for custom welding fixtures, CNC parts, or titanium-related fabrication support should not be based on price alone. Before issuing a purchase order, procurement teams should watch for these red flags.
Red Flag #1: The supplier overpromises without checking the application
If a supplier says “no problem” before reviewing the drawing, load direction, welding access, tolerance, surface finish, and batch quantity, the risk is high.
Red Flag #2: No basic quality management system
For general OEM metal fabrication, ISO 9001 is a useful baseline. If your project belongs to aerospace, medical, or another regulated field, confirm the specific certifications required by your own industry before placing the order.
Red Flag #3: Weak DFM feedback
A reliable supplier should be able to point out risks in material choice, bend radius, welding position, tolerance stack-up, fixture access, or assembly sequence.
Red Flag #4: Vague process-control answers
Ask how the supplier controls material handling, inspection, welding distortion, fixture accuracy, and surface treatment. Vague answers usually mean weak internal control.
Red Flag #5: No willingness to make samples or prototypes
For custom fixtures and OEM parts, sample validation is important. A supplier that pushes directly to mass production without testing may create bigger problems later.
Red Flag #6: Limited manufacturing capability
If the project requires sheet metal fabrication, CNC machining, welding, assembly, inspection, and finishing, a supplier with only one narrow process may struggle to control the full result.
Red Flag #7: Poor communication during quotation
Slow, unclear, or incomplete communication during RFQ often becomes worse during production. Good suppliers ask practical questions early.
FAQ: Common Questions from Procurement Managers
Q1: What is the ideal gas shielding setup for titanium welding?
A complete setup may include a TIG gas lens, trailing shield, and backside purge support, depending on the part geometry and weld type. The goal is to protect the weld zone and heat-affected area while the titanium remains hot.
Q2: Why is titanium welding more difficult than stainless steel welding?
Titanium is more sensitive to oxygen, nitrogen, hydrogen, and heat concentration. Poor shielding or poor fixture control can cause contamination, discoloration, distortion, and reduced weld performance.
Q3: How should I choose a titanium welding fixture supplier in China?
Look for a supplier with ISO 9001 quality management, custom fixture experience, CNC machining capability, sheet metal fabrication support, design feedback, sample production, and clear communication during RFQ.
Q4: Does every titanium-related project require a specialist titanium parts manufacturer?
Not always. If the project involves certified titanium welding or final titanium load-bearing parts, a specialist may be required. If the project requires custom fixtures, jigs, brackets, frames, or support components for titanium welding or assembly, an experienced custom metal fabrication supplier can often provide strong support.
Q5: What information should I include in my RFQ?
Include drawings, material requirements, quantity, tolerance, surface finish, application, welding access, load direction, inspection requirements, packaging needs, and whether sample approval is required before batch production.
Conclusion: Reduce Titanium Welding Risk Before Production Starts
For procurement professionals, titanium-related projects are not only about buying parts. They are about controlling risk before production begins.
The right custom welding fixture, CNC component, sheet metal support structure, or assembly aid can reduce distortion, improve repeatability, support better shielding, and make batch production more predictable. More importantly, it gives both buyer and supplier a clearer process to follow.
Before placing an order, ask whether the supplier understands the application, can provide DFM feedback, can support prototyping, and can explain how the fixture or metal part will be manufactured and inspected.
Yishang Metal Products Co., Ltd. supports OEM and ODM buyers with custom sheet metal fabrication, CNC machining, welding, surface treatment, assembly, packaging, quality inspection, and export shipment. With ISO 9001 and RoHS certification and 26+ years of metal fabrication experience, Yishang can help procurement teams develop custom metal fixtures, brackets, frames, cabinets, and industrial components for demanding B2B applications.
If your project involves titanium welding support parts, custom fixtures, or OEM metal assemblies, share your drawings and application details with Yishang for design review, quotation, and sample discussion.
