
A Technical Buyer’s Guide to High-Efficiency Slotting Strategies for Metal Parts Production
Written by a CNC Application Engineer at YISHANG – with over 26 years of international metal fabrication experience in B2B manufacturing.
In modern CNC manufacturing, slot milling remains one of the most misunderstood and misapplied operations. For buyers sourcing sheet metal or fabricated metal components from overseas partners, understanding how a supplier approaches slotting is more than technical trivia—it directly impacts cost, delivery, and product consistency.
This comprehensive guide walks you through smarter approaches to slot milling, grounded in real-world factory experience, supported by physics, and aligned with global procurement priorities. Whether you’re sourcing for vending machines, EV components, enclosures, or structural frameworks, this content is tailored to help you evaluate suppliers through the lens of technical capability.
🔗 Learn more about our custom metal fabrication services and how we integrate HEM slotting into your production line.
Misconceptions About Slot Milling That Raise Your Costs
Before diving into modern solutions, it’s critical to address three common misconceptions that inflate your production expenses:
- “Wider tool = faster cut” — In reality, full-width tools cause extreme radial load and thermal stress. Smaller tools with adaptive strategies remove material more efficiently.
- “Slotting has minimal cost impact” — Slotting affects tool wear, dimensional precision, and downstream rework—making it one of the most cost-sensitive operations.
- “Any supplier can slot accurately” — Precision slotting requires CAM automation, heat control, and process-specific tooling. Generic CNC job shops often lack these capabilities.
🔗 See how we implement adaptive toolpaths in our CNC bending & slotting case study.
Application Spotlight: Slot Milling in EV Battery Enclosures
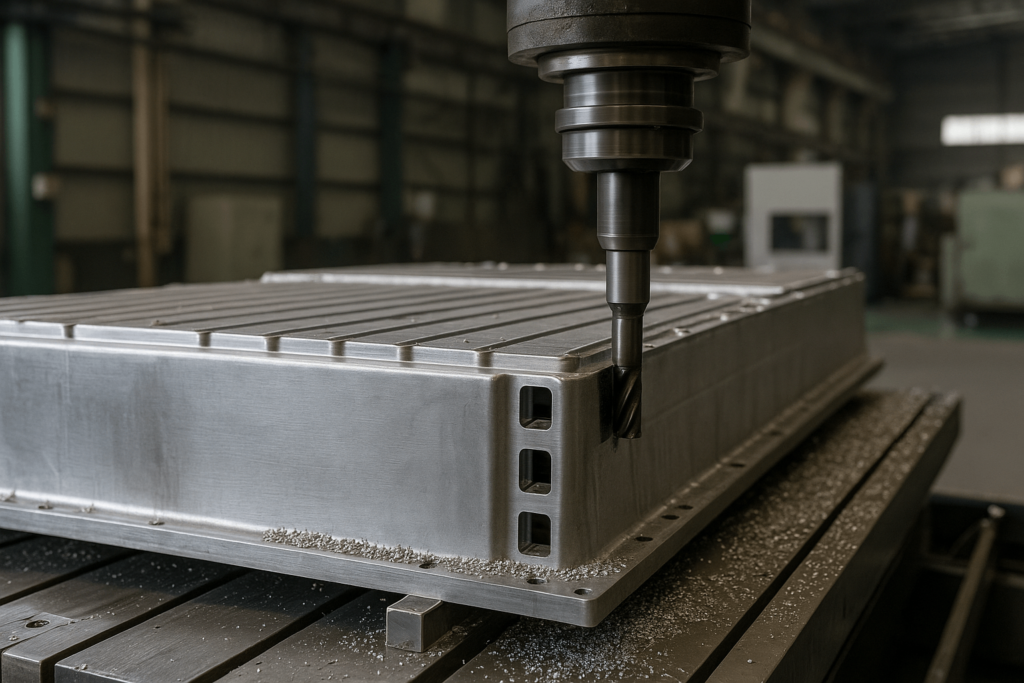
In the fast-growing EV industry, battery enclosures demand precise slot milling for venting, fastening, and cooling integration. These slots are often machined into aluminum or stainless-steel frames and must meet strict flatness and thermal expansion tolerances.
YISHANG has supported multiple EV manufacturers with slotting solutions that use HEM to maintain clean edge finishes, avoid warping, and maximize tool life. Using adaptive CAM paths, we’re able to control tool deflection even on thin-walled structures. This results in:
- Up to 35% faster cycle times compared to traditional methods
- Tolerances held within ±0.05mm over 600mm slot runs
- Slot wall burr reduction >80% for downstream assembly readiness
For B2B buyers, this level of control translates to faster assembly line fitment, fewer rejected enclosures, and lower total part cost.
Industry Application: CNC Slotting in Vending and Retail Fixtures
For buyers in the vending or smart retail sectors, metal enclosures often require precise slots for door mechanisms, touchscreen interfaces, and ventilation. These are often fabricated from coated or cold-rolled steel.
Unlike cast or thick milled parts, these sheet-based structures introduce vibration and chatter risks during machining. YISHANG mitigates these issues through:
- Vibration-absorbing fixturing systems designed for thin panels
- Use of 2-flute HEM tools with TiCN coatings to minimize thermal spread
- CAM toolpath zoning that avoids mechanical distortion from clamping
One of our European OEM customers reported a 28% reduction in part rejection rate and 22% decrease in deburring costs after switching to our HEM-based vending frame slotting process.
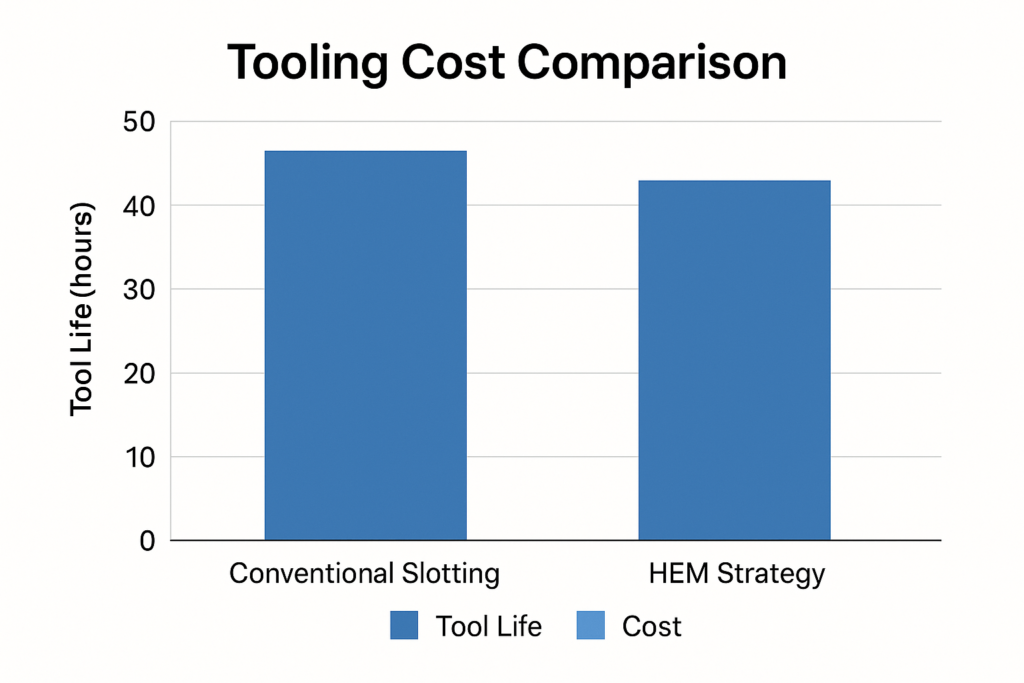
Cost Impact Breakdown: Tooling Strategy vs. Total Production Cost
Slotting may represent just 5–10% of a part’s total process time, but inefficiencies here compound across large-scale production. Here’s a cost breakdown of typical impacts:
| Factor | Conventional Slotting | HEM Strategy (YISHANG) |
|---|---|---|
| Tool Cost per 1000 parts | $480 (4 tool changes) | $120 (1 tool change) |
| Average Cycle Time per part | 4.8 min | 3.2 min |
| Surface Rework / Deburring | Manual grinding required | None or air blast only |
| Scrap Rate | 3–5% | <1% |
These hidden costs eat into profit margins. By asking your supplier detailed questions about slotting strategy, buyers can better predict lead time reliability and total landed cost.
Final Summary and Strategic Takeaways for Buyers
Slot milling, when optimized using High-Efficiency Milling (HEM) and Radial Chip Thinning (RCT), is not only a precision-driven process but a competitive advantage. For B2B buyers in industries such as EV, medical, vending, agriculture, or construction, these strategies impact more than manufacturing—they influence product launch timelines, warranty claims, and long-term ROI.
Here are key takeaways to guide your supplier assessment and sourcing decisions:
- HEM is no longer optional: It should be the default for any slotting operation involving stainless steel, aluminum, or thin sheet structures.
- CAM transparency is critical: Request CAM simulation screenshots or toolpath videos. Suppliers using Fusion 360, NX, or Mastercam show deeper process control.
- Ask about heat management: If your parts involve aluminum or copper, ensure suppliers optimize for thermal load—not just feed speed.
- Evaluate total process design: Slotting performance depends on fixturing, tool holding, and even packaging if slots are prone to deformation.
📌 Want to go deeper? Review our Manufacturing Capability Overview or check our Industry Case Studies to see how we handle real-world slotting challenges.
🔍 Want a Free Review of Your Technical Drawings?
We offer a complimentary DFM evaluation on slot-heavy parts for global procurement teams. Receive feedback on tolerance feasibility, cycle time, and fixturing.
