
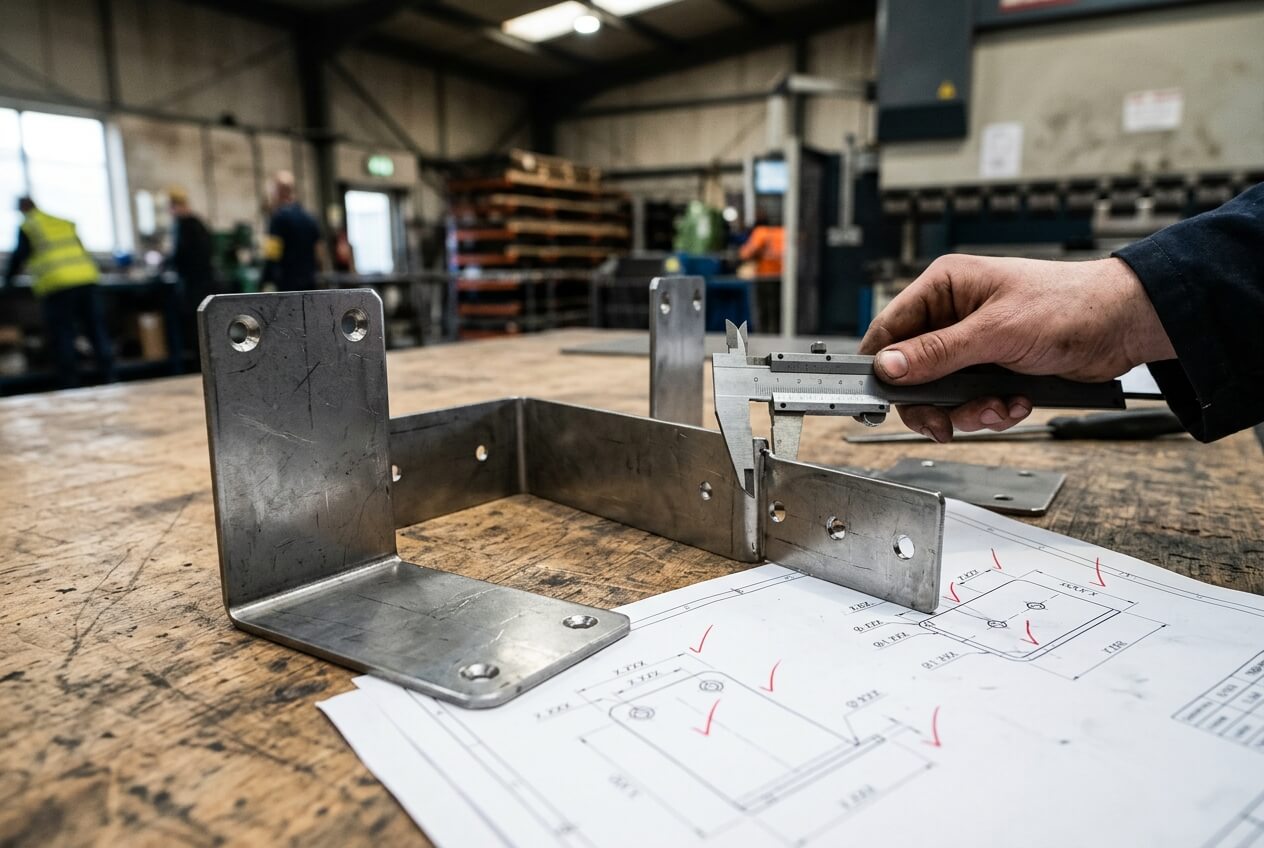
An OEM buyer sends a drawing package for a powder-coated control enclosure. Four suppliers reply. The price spread reaches 25%. At first glance, the part looks like standard sheet metal work: laser-cut panels, formed flanges, welded corners, hinge holes, PEM fasteners, and a cosmetic front face.
The spread rarely comes from cutting and bending alone. It often comes from quotation assumptions. One supplier uses shop-standard bend radii and general tolerances. Another includes fixture welding to hold squareness. A third includes powder coating but excludes masking for threads and grounding areas.
The lowest quote may still be honest. It may also describe a different version of the enclosure than the buyer expects. That is the procurement risk: buyers compare prices before they compare manufacturing assumptions. Once the purchase order moves forward, those hidden assumptions can become prototype delays, assembly rework, finish disputes, or batch inconsistency.
This article focuses on one risk spine: RFQ ambiguity that makes standard sheet metal quotes unsafe to compare. The goal is not to add notes everywhere. Buyers need to lock the details that affect fit, finish, inspection, and repeatability before unit price becomes the deciding factor.
Where RFQ Ambiguity Starts to Distort Standard Sheet Metal Quotes
A standard sheet metal RFQ can look complete while still leaving major fabrication decisions open. The drawing may show outside dimensions, hole patterns, material thickness, and finish. Yet it may not explain which dimensions control assembly fit, which surfaces require cosmetic handling, or which features need protection after coating.
When those details stay open, each fabricator prices a different manufacturing path. One shop may assume normal laser-cut edges, basic deburring, and standard forming tolerance. Another may include edge finishing, bend trials, weld dressing, coating masks, and first article inspection. Both suppliers can quote the same drawing and still quote different scopes.
Procurement teams often feel this problem only after the first sample. The quoted part arrives, but a cover rubs after powder coating. A bracket hole shifts after bending. A cabinet door closes only when pushed hard. The supplier then explains that the RFQ did not mark those features as critical. The buyer sees a quality problem. The supplier sees an unstated requirement.
Project example: enclosure with unmarked fit features
Consider a control enclosure with a hinged front door, rear connector cutouts, internal mounting rails, and a textured powder-coated finish. The drawing defines the overall size and hole locations. It does not identify the hinge datum, latch position, coated door gap, or thread masking requirements.
A low quote may assume standard shop tolerance and no assembly check. A higher quote may include door fitting, hinge alignment, masked threads, and coating inspection on the visible face. If the buyer compares only unit prices, the lower quote looks attractive. After production, the door may bind because coating buildup reduced the gap. The issue started as an RFQ gap, not as a simple production mistake.
Buyers can reduce this risk by separating three types of information. Mark functional features that control fit. Mark cosmetic surfaces that affect customer acceptance. Then allow non-critical dimensions to follow agreed general sheet metal tolerance. This structure gives suppliers a shared basis for quoting.
Small Drawing Gaps Can Move Cost From Quotation Into Rework
Small omissions often look harmless during sourcing. A missing bend radius, coating mask, weld note, or inspection datum may not stop a supplier from quoting. In fact, it may make the quote look faster and cheaper. The problem appears later, when the supplier’s reasonable assumption does not match the buyer’s assembly requirement.
Sheet metal parts change shape through each process. Laser cutting creates accurate flat features. Bending moves holes and edges according to tooling, bend radius, material behavior, and flange length. Welding adds heat and distortion. Powder coating adds thickness and changes the fit around holes, slots, hinges, and mating covers.
If the RFQ does not state when a dimension matters, the supplier must choose. A hole dimension may apply in the flat pattern, after bending, after welding, or after coating. Those choices change process planning and cost. They also change inspection results.
Project example: sensor bracket with holes near a bend
A buyer sources a bent bracket that holds a sensor inside industrial equipment. The drawing shows two mounting holes on a formed flange and a small slot near the bend line. The hole-to-hole dimension looks clear. The drawing does not state that the holes must align after bending with a mating rail.
One supplier cuts the holes in the flat pattern and applies normal bend allowance. The bracket meets the general drawing dimensions. During assembly, the sensor sits slightly off position. Workers enlarge the holes by hand to keep the production line moving. That repair consumes labor and weakens the repeatability of the next batch.
The chain started with an unclear dimension condition. It affected the quote because the supplier did not price extra forming control or inspection. It affected production because the final hole position mattered more than the flat pattern geometry. The buyer should have marked the mounting holes as critical after forming and identified the mating datum.
Drawing notes that prevent assumption-based pricing
Buyers do not need long paragraphs on every drawing. Short, targeted notes work better. Mark mounting holes, latch positions, connector cutouts, PEM fasteners, hinge points, gasket faces, and grounding points that control assembly. State whether these features matter after bending, welding, finishing, or final assembly.
Also clarify what the supplier may adjust for manufacturability. If the bend radius can follow standard tooling, say so. If a flange length can change slightly, define the limit. If a cosmetic face cannot show clamp marks, weld discoloration, or heavy grinding, mark that face directly. These notes help suppliers quote the same intent instead of guessing.
Tolerance and Finish Assumptions Create False Savings When Fit Is the Real Risk
Buyers sometimes respond to uncertainty by tightening every tolerance. That approach can raise cost without protecting the assembly. In standard sheet metal fabrication, a few features usually control function: hinge alignment, hole position, door gap, gasket compression, frame squareness, or cover overlap. Other dimensions may have more freedom.
If an RFQ applies tight tolerances across a welded cabinet, suppliers may add fixture time and inspection labor. Some may quote high because they plan to control everything. Others may quote low and rely on shop adjustment. Neither result gives procurement a clean comparison if the drawing does not define the real fit risks.
A better RFQ identifies functional datums. For example, a cabinet door may need an even visible gap, aligned hinge holes, and a latch that closes without force. Internal stiffeners may only need enough clearance for assembly. Treating both areas the same wastes cost in one area and may still miss the door fit problem.
Finish details can change the measured part
Finish assumptions also distort quotes. Powder coating adds thickness. Zinc plating, brushing, polishing, or painting can affect threads, slots, mating faces, and cosmetic acceptance. If the RFQ only states “black powder coating,” the supplier must guess the coating thickness range, masking areas, gloss level, texture, and visible surface standard.
Those guesses change cost. Thread masking, plugs, conductive contact protection, and careful handling add labor. They also prevent assembly failures. Without these notes, one quote may include finish controls while another excludes them. The cheaper price can become expensive when workers must chase coated threads or scrape grounding areas after delivery.
For a welded display frame, the front surfaces may face end customers. Hidden rear brackets may only need normal weld cleanup. If the drawing does not mark cosmetic faces, one supplier may quote basic grinding and standard coating. Another may include smooth weld dressing, extra sanding, and protective packaging. The unit prices differ because the acceptance standard differs.
Yishang can review drawings for these fit and finish conflicts during RFQ discussion, but buyers still need to provide the intended assembly context. Photos of mating parts, marked cosmetic surfaces, and notes on coated clearance areas help the fabricator price the correct work.
Prototype Approval Can Hide the Same Ambiguity That Will Damage Batch Consistency
A prototype approval reduces risk only when the buyer records what made the sample acceptable. Many sheet metal prototypes need practical adjustments. A technician may open a slot, shift a latch, hand-fit a cover, straighten a welded frame, or clean coating from a thread. These actions can help the sample pass. They can also hide the original RFQ ambiguity.
Batch production follows drawings, revisions, fixtures, and inspection points. It should not depend on memory from prototype discussions. If the approved sample required hand correction, the next 300 pieces may repeat the original issue unless the buyer updates the drawing or purchase notes.
This problem becomes serious for overseas procurement. A batch may ship before the buyer discovers that doors need adjustment, brackets need rework, or coated holes need tapping. Sorting parts after arrival costs more than clarifying the drawing before release. It also disrupts production schedules and creates pressure to accept marginal parts.
Convert sample lessons into production controls
Before placing a batch order, ask what changed between the first RFQ drawing and the approved sample. Did the supplier change bend allowance? Did a round hole become a slot? Did the weld sequence change to reduce distortion? Did the team add masking after the first coating trial? Did workers select the best-looking panel for approval?
Each answer should become a controlled production requirement. Update the drawing revision. Add a note for masking or cosmetic handling. Define the inspection datum. Confirm whether the supplier needs a welding fixture, checking gauge, or buyer-supplied mating sample. Keep the controls focused on the features that caused risk during sampling.
For a simple laser-cut panel, final dimensional inspection may be enough. For a welded cabinet, first article inspection may need diagonal checks, door gap review, hinge alignment, coating condition, and latch operation. For a frame that bolts to another machine, the supplier may need to verify mounting tab positions against a fixture.
Prototype approval should also define packaging expectations when appearance matters. A perfect coating can fail commercially if visible panels rub during shipment. If surfaces are cosmetic, note protective film, separators, or packing orientation. Packaging details affect cost, so suppliers should quote them before production starts.
How to Compare Supplier Quotes Before the Purchase Order Locks the Risk
Procurement teams do not need to reject every low quote. They need to understand what each quote includes. A lower price may reflect efficient tooling, smart nesting, or practical tolerance choices. It may also exclude the controls needed for assembly fit, finish quality, or batch repeatability.
Before treating two quotes as equal, compare the assumptions behind the price. Ask whether the quote includes deburring, edge treatment, forming trials, weld dressing, thread masking, PEM installation, coating protection, assembly checks, and first article inspection. Also ask which dimensions the supplier considers critical.
Lead time deserves the same scrutiny. A short lead time may assume standard tooling, no fixture build, no finish samples, and no special inspection report. That may work for a loose bracket. It may not work for a welded enclosure with door alignment and cosmetic coating requirements. If the project needs prototype validation, coating samples, or a fit check with mating parts, the schedule should show those steps.
Questions that expose hidden quote assumptions
Ask suppliers to confirm the manufacturing interpretation, not only the price. Which bend radii will they use? Will hole positions be checked after forming or only in the flat? What tolerance standard applies to unmarked dimensions? Which surfaces are cosmetic? What masking does the finish include? Will the quote cover assembly of hinges, locks, gaskets, studs, or inserts?
For welded assemblies, ask how the supplier will control distortion. Manual fit-up may work for low-risk frames. Fixture welding may be necessary when mounting tabs, door openings, or diagonal squareness control fit. If the quote does not mention fixtures or inspection points, the buyer should not assume they are included.
Supplier communication should make risk visible before the purchase order. A useful RFQ response may challenge a hole near a bend, a flange that is too short for standard tooling, or a coating requirement that affects clearance. Those questions are not obstacles. They show where the drawing needs clarification before price comparison becomes meaningful.
Practical CTA: If your standard sheet metal RFQ involves enclosures, cabinets, brackets, frames, panels, or welded assemblies with unclear fit or finish expectations, send your drawings, material requirements, quantities, tolerances, finish expectations, assembly notes, and prototype feedback to Yishang. The review can help identify quote assumptions before they become rework, late revisions, or batch disputes.
Frequently Asked Questions
Which standard sheet metal RFQ gaps make quotes unsafe to compare?
The highest-risk gaps include unclear bend radius, hole position after forming, cosmetic surface requirements, coating masks, weld dressing level, and inspection datums. When these details are missing, suppliers can quote different manufacturing controls while appearing to quote the same part.
How should buyers define holes near bends in a sheet metal drawing?
State whether the hole position must meet the requirement after bending, and identify the datum that controls assembly. If the hole aligns with a PCB, sensor, hinge, latch, or mating bracket, ask the supplier to confirm bend allowance, tooling radius, and final inspection method before quoting.
Why can powder coating make a low enclosure quote risky?
Powder coating adds thickness and may affect threads, hinge holes, slots, grounding areas, and tight cover overlaps. A quote that excludes masking, plugs, or coating thickness control may look cheaper but create assembly rework after finishing.
What should buyers record after approving a prototype?
Record every change that made the sample acceptable. This may include adjusted bend allowance, enlarged slots, revised weld sequence, added masks, straightening, latch relocation, or cosmetic surface treatment. Move those changes into the drawing revision or production notes before batch release.
When should a welded sheet metal assembly require fixture welding?
Ask for fixture welding when squareness, tab hole position, door opening size, hinge alignment, or gasket sealing controls final fit. If those features matter to the assembly, include them in the RFQ instead of relying on general welding practice.
What information helps a supplier review hidden RFQ assumptions?
Send drawings, 3D files if available, material grade, thickness, quantities, critical tolerances, finish notes, photos, mating part details, sample feedback, and assembly comments. These inputs help the supplier identify bend, welding, coating, and inspection risks before production.
