
An OEM buyer sends a sheet metal RFQ for a powder-coated control enclosure, internal brackets, and several laser-cut mounting plates. The drawings show material grade, sheet thickness, bend dimensions, hole sizes, tolerances, quantities, and finish. The edge note says only: remove sharp edges.
That note looks harmless. It can still make the lowest quote unsafe to compare. One supplier may price light edge breaking after laser cutting. Another may include manual deburring on every slot, hole, and flange. A third may assume extra sanding before powder coating. The buyer thinks the prices reflect the same work, but the suppliers have quoted different deburring scopes.
The real procurement risk behind burrs on metal is not the presence of a small raised edge. It is RFQ ambiguity. When drawings do not define where burr control matters, suppliers build their own assumptions into the unit price. Those assumptions later affect assembly fit, coating appearance, inspection disputes, rework cost, and delivery recovery.
Vague Burr Notes Turn Quote Comparison Into Assumption Comparison
A line such as remove burrs or break all sharp edges rarely tells a fabricator enough. It does not identify hand-contact areas, cosmetic surfaces, fastener seating zones, or hidden internal edges. It also does not say how the buyer will inspect the finished part. Touch, visual review, edge radius, chamfer size, coating appearance, and assembly fit all create different levels of work.
This matters because deburring does not carry one fixed cost. Labor changes with part geometry, material thickness, feature density, finish expectations, and batch size. A flat bracket with four holes may need only quick edge cleaning. A cabinet door with louvers, cable slots, hinge holes, and a visible powder-coated face may need controlled manual work before finishing.
RFQ ambiguity also shifts responsibility. If the supplier priced standard machine-side burr removal, the buyer may later reject parts for sharp access openings. The supplier can then argue that the drawing did not call out hand-safe edges. Both sides may have acted reasonably, but they did not price the same requirement.
Buyers can reduce this risk before quote comparison. Instead of asking whether a supplier removes burrs on metal, ask which edges the quote includes, which edges remain standard, and which acceptance method applies. That small clarification separates a real low price from a low price based on missing work.
Why the lowest price often hides less edge work
The lowest quote may come from better efficiency, but it may also come from a narrower deburring assumption. Dense hole patterns, small internal cutouts, tabs, and slots add handling time. If one supplier includes hand finishing on each feature and another only removes loose burrs, the difference can look like a cost advantage. In reality, the buyer compares two different scopes.
Lead time can shift for the same reason. Extra deburring before powder coating, plating, or assembly may require more operators, added inspection, or a different finishing sequence. If the RFQ leaves the deburring level open, the supplier may not reserve enough time. The gap then appears after purchase order release, when changes cost more and delivery dates feel harder to protect.
Burr Location Decides Whether the Risk Is Cosmetic, Functional, or Safety Related
Not every edge deserves the same treatment. A hidden internal return on a bracket may tolerate minor roughness if it does not affect fit, coating, or handling. A service opening on an electrical cabinet cannot use that same standard. Operators may touch it during installation, inspection, and maintenance.
Location controls the consequence chain. A raised burr around a mounting hole can stop a screw, rivet nut, standoff, or PEM fastener from seating flat. The hole diameter may still pass inspection. The assembly team still sees a tilted fastener, a gap between panels, or a cover that sits unevenly.
Cut edges also influence finish results. Powder coating can cover light texture, but it cannot reliably hide heavy dross, sharp projections, or torn breakout burrs. Peaks on an edge can create thin coating areas. That risk matters on outdoor enclosures, customer-facing panels, and parts where corrosion resistance affects the product warranty.
Separate edge zones instead of upgrading the whole part
After a deburring dispute, some buyers react by making every edge premium. That usually increases cost without improving every part. It can also create new issues. Aggressive grinding near narrow tabs may distort appearance. Excessive sanding can leave visible direction marks. Extra hand work on thin features may change how an edge looks after bending.
A better RFQ separates edge zones. Mark operator-contact edges, cable pass-throughs, customer-visible edges, fastener seating areas, sliding contact areas, and coating-sensitive cut edges. Then allow standard burr removal on hidden or non-critical zones. This approach protects the real risks while keeping the quote competitive.
Material and thickness affect this decision. Thicker mild steel may show more laser dross on underside edges than thin stainless sheet. CNC punched holes may show breakout burrs when tooling wears or sheet hardness varies. Tapped holes, countersinks, and drilled features can create localized burrs that general edge cleaning misses. The RFQ should connect the deburring requirement to the affected feature, not only to the whole part.
Small Burr Assumptions Create Expensive Project Rework
The cost of unclear deburring rarely appears as a single line item. It spreads through sorting, hand filing, coating repair, assembly delays, and supplier negotiations. The buyer may lose more time proving responsibility than the supplier would have spent quoting the correct scope at the start.
Powder-coated enclosure example
A buyer sources 300 powder-coated control enclosures. The drawing specifies 1.5 mm cold rolled steel, outside dimensions, hinge holes, a front access opening, and a textured black finish. The burr note says remove sharp edges. The first shipment passes dimensional inspection, but operators complain about the access opening. Some edges feel sharp after coating, and a few corner areas show rough cut texture.
The problem started in the RFQ. The access opening needed a hand-safe edge and pre-coating cleanup. Hidden inside flanges only needed normal burr removal. Because the drawing treated both areas the same, the supplier priced a general standard. The buyer now faces local filing, touch-up paint, delayed installation, and a debate about whether the parts met the drawing.
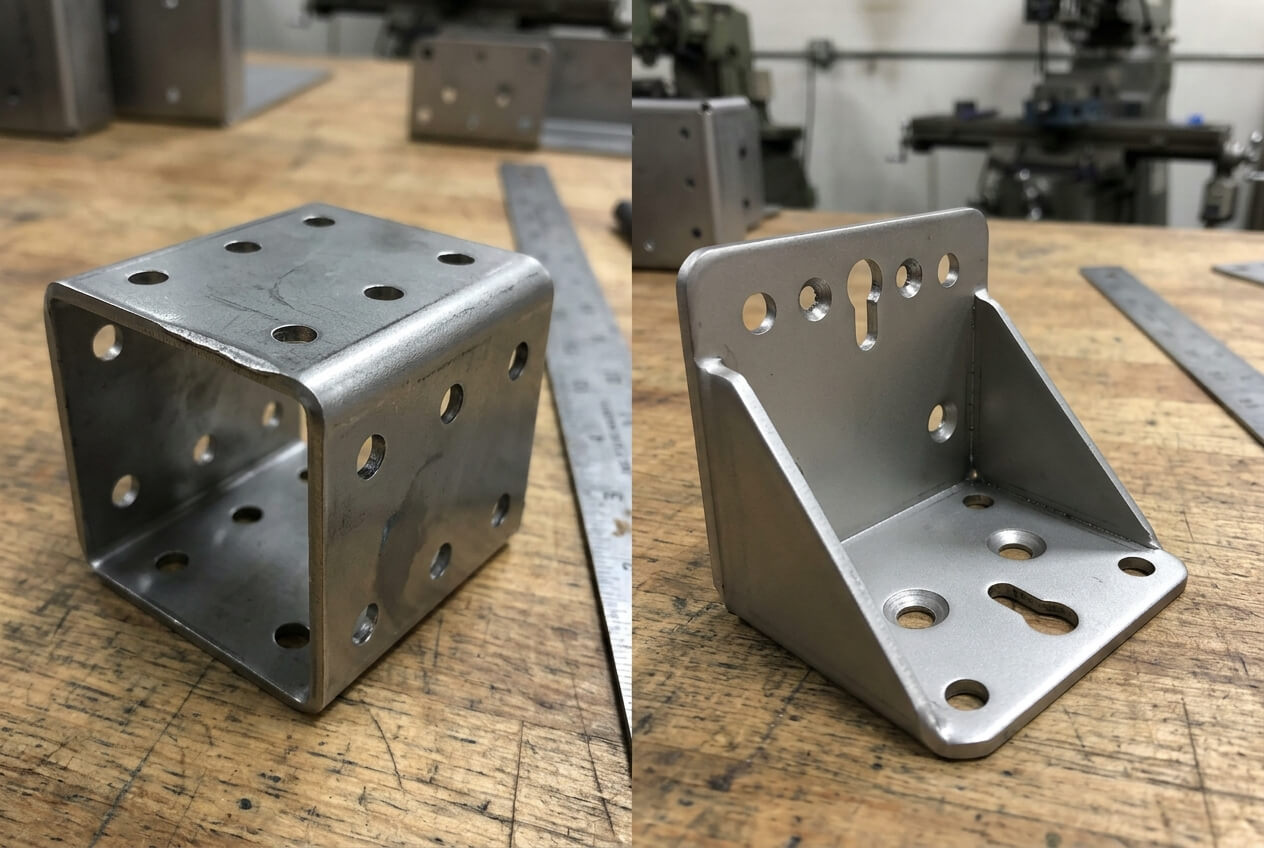
Bracket and welded frame example
Another OEM buys laser-cut brackets for a welded equipment frame. The flat bracket dimensions pass inspection. During assembly, welders find that small burrs on slot edges stop the brackets from seating tightly against mating tubes. The frame can still be forced together, but the extra gap changes weld fit-up and increases grinding after welding.
Here, the critical edge was not cosmetic. It controlled assembly fit. The RFQ should have called out slot edges and mating faces as fit-critical zones. Other non-contact cutouts could have stayed at standard deburr. Without that distinction, the quote did not include the work needed to protect the welded assembly.
These examples show why burrs on metal belong in procurement review, not only in final inspection. Once parts arrive, every fix costs more. Rework can damage coating, introduce inconsistent appearance, or delay downstream assembly. Imported parts add more risk because local correction, replacement shipment, and schedule recovery may exceed the original deburring cost.
Prototype Approval Does Not Lock the Batch Deburring Standard
Prototype parts often receive more attention than production batches. A technician may hand-finish a cable slot, smooth a visible edge, or clean a hole before the sample reaches the buyer. The prototype then looks acceptable. Unless the buyer records the accepted edge condition, the batch may follow a faster production route.
This does not mean the supplier acted carelessly. Batch production needs repeatable instructions. If the drawing only says remove burrs, the production team may apply its normal deburring practice. The sample approval becomes a memory, not a measurable control point.
Feature quantity makes the gap larger. A prototype enclosure with ten slots can receive careful manual attention. A batch of 1,000 panels with thousands of slots requires a defined method, inspection plan, and allowed condition. Without that definition, the first article may pass while later cartons show variation in touch, appearance, or fastener seating.
Bending can move a minor burr into a critical position
Flat pattern review also matters. A small burr on a blank edge may look harmless before forming. After bending, that same edge may face outward on a cabinet return, handle edge, or service lip. If the buyer waits until after coating to check hand contact, the fix becomes slow and messy.
Suppliers should understand which edges become exposed after forming and welding. Buyers should show this through drawings, 3D models, assembly views, photos, or marked-up PDFs. Yishang can review edge expectations during drawing and manufacturability discussions when a part moves through laser cutting, CNC punching, bending, welding, powder coating, and assembly.
Inspection needs a condition, not a feeling
Touch checks can work for operator-contact edges, but they need context. A hand-safe enclosure opening differs from a hidden bracket edge. Fastener zones need a different check again. Inspection may require proof that screws sit flat, PEM hardware installs correctly, or a mating panel closes without rocking.
For batch consistency, record the prototype conditions that influenced approval. If the buyer liked the smooth front opening, clean powder-coated edge, and flat screw seating, those points should become production notes. Tolerances control size and position. Deburring notes control whether the part can be handled, finished, and assembled as intended.
Clarify Burr Control Before Unit Price, Purchase Order, and Inspection
The best time to define burr control is before suppliers quote. At that stage, the buyer can still compare equal scopes. After purchase order release, any added edge work may affect labor, finish scheduling, inspection time, and delivery. After shipment, the same issue becomes a dispute.
Buyers do not need a complicated standard for every project. They need enough information for the supplier to understand risk. Start with the drawing. Mark hand-contact edges, visible faces, fastening zones, cable openings, mating edges, and hidden areas. Add notes for acceptable edge break, chamfer, radius, or sample-based acceptance where practical.
Next, connect deburring to material, finish, and assembly. Stainless display parts may need cleaner visible edge treatment than hidden galvanized brackets. Powder-coated enclosures may need pre-finish cleanup on exposed cut edges. Tight assemblies may need burr-free seating surfaces even when the general tolerance stays unchanged.
Questions to settle before comparing quotes
Ask whether the quote includes manual deburring on holes, slots, and cutouts or only standard edge cleaning. Confirm whether coating preparation includes removal of dross and sharp projections. Check whether prototype comments will carry into batch production. If the project includes mating parts, send photos or assembly notes that show where burrs could affect fit.
Supplier communication should focus on consequence, not just wording. Instead of saying all edges must be smooth, explain which edge an operator touches, which hole must seat a fastener, and which visible edge must look clean after powder coating. That helps the supplier choose a practical method and price only the needed work.
When buyers send Yishang sheet metal fabrication RFQs, the most useful deburring inputs include marked drawings, material requirements, quantities, tolerances, finish expectations, prototype comments, and assembly notes. These details help align laser cutting, punching, bending, welding, finishing, and inspection around the real edge risks instead of a vague one-line note.
Before you compare the lowest quote, make sure every supplier priced the same burr-control scope. Send Yishang your drawings, material requirements, quantities, tolerances, finish expectations, 3D files, assembly photos, mating-part details, and any prototype feedback. Mark hand-contact edges, fastener seating areas, cosmetic coated faces, cable openings, and hidden zones. A clear RFQ reduces rework risk before burrs on metal become an assembly or inspection problem.
Frequently Asked Questions
How should buyers describe burrs on metal in a sheet metal RFQ?
Describe the risk by edge zone. Mark hand-contact openings, visible coated edges, fastener seating areas, cable pass-throughs, mating faces, and hidden non-critical edges. Then state the expected condition for each zone, such as standard burr removal, hand-safe edge, flat seating surface, or cosmetic pre-finish cleanup.
Why is remove sharp edges not enough for a fabrication quote?
That phrase lets each supplier choose a different deburring scope. One quote may include light machine-side cleanup, while another includes manual work on every hole and slot. The buyer then compares assumptions instead of equal fabrication work, which can lead to rework, inspection disputes, and lead time pressure.
Which edges usually need tighter burr control on sheet metal enclosures?
Service openings, door edges, handles, exposed flanges, cable ports, hinge areas, latch zones, visible powder-coated edges, and fastener locations often need tighter control. Hidden internal returns may use a lower standard if they do not affect safety, assembly, coating performance, or future maintenance.
Can a part pass dimensional inspection but still fail because of burrs?
Yes. A hole can meet diameter tolerance while a raised burr prevents a screw, standoff, rivet nut, or PEM fastener from seating flat. A bracket can meet length and bend tolerances while burrs on mating edges create gaps during assembly. Deburring requirements should address function, not only size.
How do prototypes create false confidence about batch deburring?
Prototype parts often receive extra hand attention. If the buyer approves the sample but does not record the edge condition, production may follow a faster standard deburring route. To protect batch consistency, convert important sample observations into drawing notes, inspection points, or approved reference photos.
What files or notes help a supplier quote deburring accurately?
Send 2D drawings, 3D files, material grade and thickness, quantities, tolerances, finish requirements, assembly notes, mating-part photos, and prototype comments. Mark the edges that affect handling, coating, fastening, and assembly fit. Clear inputs help the supplier price the required deburring work without adding unnecessary labor to non-critical areas.
