
Aluminium brazing is widely used to join thin aluminium components in industries such as HVAC systems, electronics enclosures, cooling plates and lightweight mechanical assemblies. A common engineering question is how strong aluminium brazed joints actually are and whether they can replace welded joints in practical structures.
In aluminium fabrication, brazing creates a metallurgical bond using a filler alloy that melts at a lower temperature than the base metal. Because the base aluminium does not melt, the surrounding material retains most of its mechanical properties and experiences much less distortion than in welding.
Understanding the real strength of aluminium brazing requires looking beyond a single number. Joint geometry, surface preparation, filler alloy selection and furnace temperature control all influence the final performance of the brazed connection.
Quick Answer — How Strong Is Aluminium Brazing?
In most industrial aluminium assemblies, brazed joints typically reach 80–150 MPa tensile strength and 40–90 MPa shear strength when joint design, surface preparation and thermal control are properly engineered. In thin-wall structures, this performance is often comparable to welded joints in shear, while causing far less distortion and rework.
Typical Applications of Aluminium Brazed Joints
Aluminium brazing is widely used in products that require lightweight construction, dimensional accuracy and reliable thermal performance.
Typical industrial applications include:
HVAC heat exchanger components
aluminium cooling plates used in battery or energy storage systems
thin-wall equipment enclosures and machine housings
vending machine structural panels and frames
electronic instrument housings and control cabinets
In these types of products, brazing provides strong shear joints while maintaining dimensional stability across large thin-wall surfaces.
How Aluminium Brazed Joints Perform Under Real Operating Loads
Why Aluminium Brazing Strength Cannot Be Described by One Number
Many buyers search “how strong is aluminum brazing” hoping to see a clear MPa value. In practice, one single number is never enough. Aluminium assemblies in industrial equipment rarely see pure tension in isolation. They experience a mix of:
- shear loads from hinged doors or moving mechanisms
- bending loads in panels, doors and covers
- torsion in linked frames and supporting arms
- vibration from compressors, motors and fans
- thermal expansion and contraction in HVAC and energy systems
A laboratory tensile strength of 80–150 MPa for a brazed joint may look impressive. But a joint that survives a static tensile test can still fail early in service if the geometry is weak in peel, if local stresses focus at one corner, or if vibration is high. For a buyer, the important insight is this: field failures usually come from combined stresses and joint design issues, not from the headline strength number printed in a data sheet.
Why Brazed Aluminium Behaves Differently Than Welded Aluminium
Aluminium brazing heats and melts only the filler alloy. The aluminium base metal remains solid. This one fact explains many of the mechanical differences between brazed and welded joints in thin-wall parts:
- there is no base-metal melting, so thin sections do not collapse or soften
- the joint line becomes a continuous bond, not a local weld bead
- there is no heat-affected zone (HAZ) in the same way as in welding
For thin sheet, precision housings, cooling plates and lightweight structures, this has important consequences. Welding can easily distort panels, introduce residual stresses and require further straightening or machining. Brazing, by contrast, tends to preserve shape, which keeps assemblies more accurate and repeatable from batch to batch.

Why This Behaviour Matters to Buyers
From a procurement perspective, the question is not only whether a single joint is strong, but whether thousands of joints behave the same way. When brazing is used correctly:
- dimensional stability reduces assembly and rework time
- more consistent parts reduce fit-up issues with mating components
- fewer HAZ-related weaknesses lower long-term failure rates
This is why industries such as automotive HVAC, energy systems and vending machines have made aluminium brazing a standard joining method for complex aluminium structures. It is chosen not only for weight and cost, but for its combination of strength, precision and repeatability.
Why Aluminium Brazing Strength Values Differ Between Sources
Why Strength Values Differ So Much Between Sources
If you compare technical papers, supplier brochures or testing reports, you will see aluminium brazing strength values that vary significantly. This does not mean brazing is unreliable. It means the joint is sensitive to several engineering variables, most of which are under the supplier’s control:
- the alloy pairing between filler and base metal
- the quality of oxide removal and surface cleaning
- joint-gap accuracy, which controls capillary flow
- furnace temperature uniformity and soak time
- fixture design and heat distribution across the part
- the direction in which the sample was loaded during testing
Two suppliers can use the same filler alloy and still deliver very different strength and reliability if these variables are handled differently. For purchasing, this is an important point: strong aluminium brazing is the result of strong process control, not just the right material choice.
Practical Strength Ranges That Engineers Actually Use
Strength data published by different suppliers or research papers often shows noticeable variation. This does not necessarily mean that brazing is inconsistent. Instead, it reflects how sensitive brazed joints are to joint design, surface condition and furnace process stability.
For engineering decisions, practical operating ranges are usually more meaningful than a single laboratory test value.
In well-controlled production with good design and process stability, aluminium brazed joints typically fall into these practical ranges:
| Mechanical Property | Practical Range | Main Influencers |
|---|---|---|
| Tensile Strength | 80–150 MPa | joint design, gap precision, filler flow quality |
| Shear Strength | 40–90 MPa | overlap length, load orientation, edge quality |
| Fatigue Resistance | moderate–high | stress distribution and surface finish |
| Thermal Stability | moderate | filler selection vs operating temperature |
These values do not tell the whole story, but they form a realistic baseline. A well-designed brazed joint in shear can be very durable, especially in thin-wall aluminium structures where welding would distort the part.
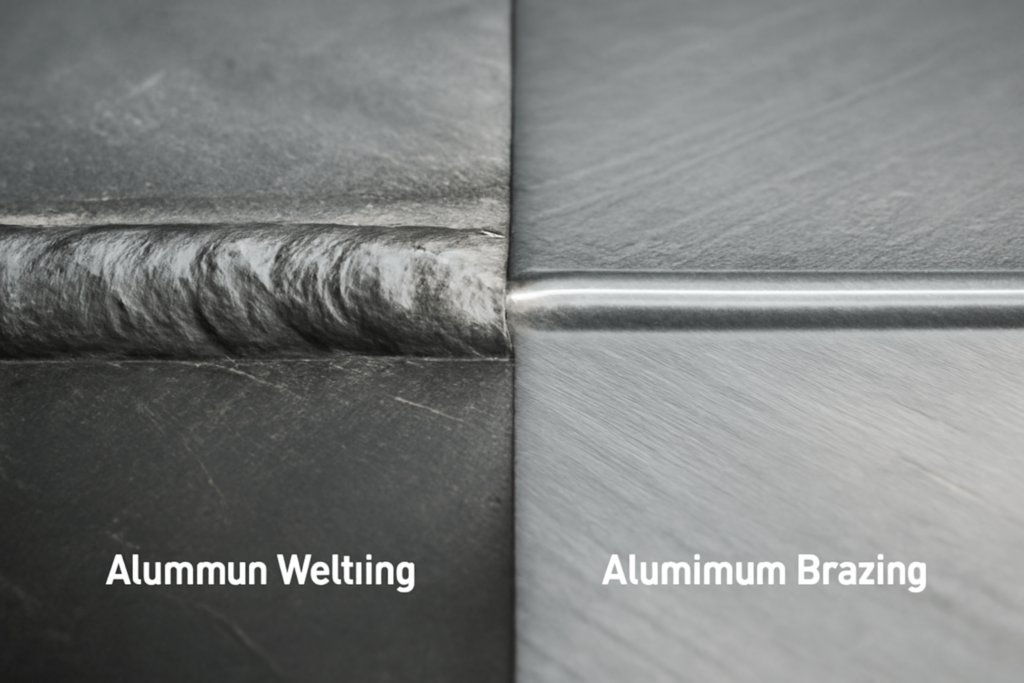
Aluminium Brazing vs Aluminium Welding in Practical Applications
From the outside, it is easy to ask which is “stronger”: brazing or welding. In real engineering work, the better question is: “stronger for which function and which geometry?” A few patterns are clear:
- for thin sheet metal and enclosures, brazing usually offers more predictable results, because it avoids distortion and HAZ softening
- for precision boxes and frames, brazing reduces alignment issues and post-machining
- for large structural beams or thick load-bearing parts, welding remains the best choice
- for heat-sensitive assemblies such as cooling plates, brazing minimizes damage to internal passages
So brazing is not “better than welding” in every situation, and welding is not automatically superior either. Procurement teams get the best result when joining methods are matched to the function of the component.
Comparison Table — Brazing vs Welding Aluminum
| Aspect | Aluminium Brazing | Aluminium Welding |
|---|---|---|
| Heat Input | Low; base metal does not melt | High; base metal melts |
| Distortion Risk | Very low on thin sheet | Moderate to high |
| Joint Strength Mode | Strong in shear; moderate in tension | Very strong in tension |
| Dimensional Accuracy | Excellent; minimal rework | Often reduced; may need straightening |
| Best For | Thin-wall, multi-surface, precise assemblies | Thick, high-load structural parts |
When Aluminium Brazing Is Preferred
In many thin aluminium assemblies, brazing provides advantages that welding cannot easily achieve.
These advantages include:
lower heat input and reduced thermal distortion
continuous bonding across a wide joint interface
better dimensional stability for thin sheet structures
less post-processing or straightening after joining
Because of these characteristics, brazing is frequently used for precision aluminium assemblies rather than purely for maximum tensile strength.
Engineering Factors That Really Control Brazed Joint Strength
Joint Geometry — Where Most of the Strength Is Decided
In many projects, the most powerful way to increase aluminium brazing strength is not changing the alloy, but changing the geometry. Brazed joints work best when they carry load in shear, spread across a wide bond area.
Good joint geometry:
- maximises effective bonding area without complicating manufacturing
- avoids sharp corners and sudden section changes that concentrate stress
- keeps load paths smooth so there are fewer crack starting points
- improves fatigue life in vibration-heavy applications
For buyers reviewing drawings, this means overlap length, lap style and joint layout are not minor details. They are major strength levers. Asking a potential supplier for feedback on joint geometry is often a quick way to see whether they understand aluminium brazing beyond basic theory.

Surface Preparation — The Silent Strength Killer
Aluminium forms an oxide layer very quickly, and that layer blocks good wetting by the filler alloy. Any oil, dust, cutting fluid or fingerprint on top of that oxide makes things worse. From a strength perspective, poor surface preparation can cut the real joint performance dramatically.
Professional suppliers will normally control:
- degreasing and cleaning sequences
- mechanical or chemical oxide removal where needed
- flux type, amount and application positions
- how parts are handled after cleaning and before brazing
For procurement, these process details translate into concrete benefits: lower scrap, fewer leaks, more stable strength from batch to batch and fewer surprises in the field. When you evaluate a supplier, asking how they prepare surfaces for aluminium brazing is often more revealing than asking which filler alloy they use.
Thermal Management — The Real Test of Process Capability
Because aluminium conducts heat so quickly, achieving uniform temperature in a complex assembly is not trivial. If some areas run too cold, filler does not flow fully; if others run too hot, the base material microstructure can be damaged.
Suppliers with strong capability usually show it in how they manage heat:
- multi-zone or well-characterised furnaces with repeatable curves
- documented ramp, soak and cooling profiles for different assemblies
- fixtures that allow even heat flow and avoid shadowed areas
- monitoring and recording of process parameters for traceability
From a buyer’s point of view, consistent thermal control is what turns theoretical aluminium brazing strength into real, repeatable performance across thousands of parts.
How Suppliers Test Aluminium Brazing Strength
Reliable brazing strength is validated through structured testing routines. Professional manufacturers typically use:
- Tensile tests to determine ultimate joint strength.
- Shear tests that reflect real-world load paths found in frames, brackets and enclosures.
- Pressure or leak tests for cooling plates, HVAC modules and energy storage components.
- Fatigue or vibration tests for assemblies exposed to cyclic loading.
For procurement teams, reviewing how a supplier tests and documents brazed joints is often more revealing than knowing which filler alloy they use.

Misconceptions That Can Mislead Sourcing Decisions
“Brazing Is Always Weaker Than Welding”
This statement looks reasonable only if everything is measured in pure tensile strength. In reality, many aluminium parts in cabinets, machines, vending systems and HVAC units are not tensile-dominant components. They work primarily in shear or combined loading, where brazing can outperform welding because it provides continuous bonding and avoids local HAZ weaknesses.
For buyers, assuming that welding is automatically stronger can lead to over-designed parts, unnecessary weight, higher distortion and higher processing cost.
“Brazed Joints Are Not Good for Vibration or Fatigue”
Fatigue is controlled by how stress is distributed and whether there are sharp local stress risers. A brazed joint with wide overlap, smooth transitions and good surface quality can handle vibration and cyclic loading very well. That is why brazed aluminium is common in automotive HVAC modules, compressor components and cooling plates, all of which operate for years under vibration.
Where fatigue problems do appear, they are usually traced back to geometry, surface condition or thermal problems—not to the basic brazing concept.
“Welding Is Always the Safer Structural Choice”
There are cases where welding is absolutely right, such as thick structural beams or parts that must carry very high static loads. But for thin sheet, complex multi-surface assemblies and parts where precise dimensions are critical, welding can create more problems than it solves. Distortion, residual stresses and HAZ softening all add uncertainty.
For procurement, understanding where brazing is strong and where welding is strong helps you avoid both under-engineering and over-engineering, and that balance directly affects cost and long-term reliability.
A Practical Decision Framework for Aluminium Brazed Components
Four Questions Buyers Can Ask for Each Component
You do not need to be a design engineer to ask smart questions about joining. When you look at a new aluminium part or assembly, the following simple checks help clarify whether aluminium brazing is a good fit:
- Wall thickness: Is the part thin-wall or built from sheet metal? Thin sections typically favour brazing.
- Primary load path: Does the part mostly see shear and distributed load, or direct tension and impact?
- Dimensional requirements: How tight are the tolerances, and how sensitive is the assembly to distortion?
- Expected volume: Will this run in small batches, or will it be produced in thousands of units per year?
These questions link engineering behaviour directly to procurement risk and cost.
Where Aluminium Brazing Usually Delivers the Best Value
In real projects, aluminium brazing is often the strongest and most economical choice for:
- equipment enclosures, control cabinets and shells
- lightweight structural panels and display frames
- cooling plates, heat-exchange modules and energy storage plates
- precision housings for electronics, instruments and medical devices
In these categories, brazing provides a combination of strength, accuracy and repeatability that is difficult to match with other joining methods.
For example, in energy storage cooling plates, brazed joints must combine shear strength, leak-tightness and flatness for proper gasket sealing. Welding such plates would create distortion, increase machining cost and reduce consistency.
When Brazing Is Not the Right Solution
There are also clear boundaries where brazing is not recommended:
- components carrying very high static tensile loads with little shear support
- assemblies operating near the filler alloy’s melting range
- parts exposed to severe impact, shock or abusive misuse conditions
A capable supplier should be transparent about these limits and advise when welding or mechanical fastening is a safer and more robust option.
Frequently Asked Questions From Technical Buyers
Q1. Is aluminium brazing as strong as welding?
In controlled production conditions, aluminium brazing commonly achieves 80–150 MPa tensile strength and 40–90 MPa shear strength. In thin-wall, multi-surface and precision assemblies, brazing often performs better than welding because it maintains dimensional accuracy and avoids HAZ weakening. Welding may still be the best choice for heavy, thick structural members where peak tensile capacity is the primary requirement.
Q2. Can aluminium brazed joints handle vibration?
Not when the joint is well designed. Brazed joints distribute load across a continuous bond line, so they can handle vibration and cyclic loading effectively. Failures under vibration are usually linked to sharp edges, poor surface preparation, voids in the joint or inconsistent heating—not to the brazing process itself.
Q3. What factors affect aluminium brazing strength the most?
In most applications, joint geometry is the top influencer. Designing for shear, providing enough overlap and avoiding abrupt section changes often improves performance more than any change of alloy. After that, surface preparation and thermal management are the next most critical elements.
Q4. What should procurement teams review when auditing a brazing supplier?
Useful checkpoints include:
- how they control and document furnace temperature profiles
- how they verify gap and fit-up before brazing
- how they manage cleaning, fluxing and handling of aluminium surfaces
- what testing they perform on brazed joints (shear, leak, pressure or fatigue tests)
These factors give a clearer picture of real aluminium brazing strength than material certificates alone.
Q5. Is aluminium brazing suitable for higher-temperature or demanding environments?
Brazing can be used in moderately elevated temperatures, as long as the service temperature stays comfortably below the filler alloy’s melting range and the joint is protected against severe corrosion. For very high temperatures or extreme thermal cycling, alternative joining methods may be more appropriate.
Conclusion — Turning Strength Knowledge Into Better Sourcing Choices
Aluminium brazing provides reliable joint performance in many thin-wall aluminium structures when joint geometry, surface preparation and furnace control are properly managed.
In practical applications, brazed joints perform particularly well when loads are distributed in shear and when dimensional accuracy is important. For equipment enclosures, cooling plates and precision housings, brazing often offers an effective balance between strength, accuracy and manufacturing efficiency.
Understanding these engineering principles helps designers and sourcing teams choose the most appropriate joining method for aluminium assemblies.
Last updated: March 2026
