Introduction: De-Risking Your Aluminum Component Supply Chain
For procurement managers and engineers, sourcing fabricated aluminum components should be a predictable process. Yet, many projects are plagued by hidden risks that lead to cost overruns, performance failures, or critical delivery delays—most of which stem not from the machinery but from fundamental misunderstandings about aluminum materials and processes.
This guide is a strategic tool for professionals responsible for procuring high-quality aluminum components on time and within budget. We will move beyond basic theory to reveal the critical knowledge needed for consistent, reliable production in aluminum fabrication for enclosures, frames, and industrial housings.
Let’s start by dismantling three core myths that lead to costly procurement errors:
Myth #1: “Most aluminum alloys are interchangeable.” In reality, the alloy choice dictates up to 80% of a project’s outcome. An incorrect material specification is a primary cause of downstream failures and batch rejections.
Myth #2: “Welding aluminum is a standard process.” This overlooks three major challenges: a stubborn oxide layer, extreme thermal conductivity, and hydrogen porosity. These factors demand expert process control to ensure weld integrity.
Myth #3: “A 16-gauge aluminum sheet is the same thickness as 16-gauge steel.” This common error can lead to incorrect material quoting and serious design flaws, forcing costly revisions.
Understanding these points is the first step to de-risking your procurement process and building a more resilient supply chain.
Error #1 & #2: The Alloy Selection Fallacy—Where 80% of Projects Are Won or Lost
The single most critical decision in any aluminum fabrication project is the selection of the correct alloy and temper.
This choice is the DNA of your component, predetermining its strength, corrosion resistance, weldability, and total cost of ownership.
Treating this as an afterthought is a significant procurement error. An incorrect choice can lead to cracking during forming, premature field failure, or an inability to achieve the required finish, resulting in costly rejections.
Decoding Aluminum's "ID Card": A Quick Guide for Procurement Professionals
Before choosing a supplier or submitting a design, you need to understand what the aluminum alloy code is telling you. The designation system for aluminum alloy grades, established by The Aluminum Association (AA), acts as a universal language.
A designation like 6061-T6 provides critical procurement information:
📌 This table summarizes how to interpret each part of an alloy designation so you can avoid costly miscommunication.
Designation Part
Meaning
Key Takeaway for Procurement
6xxx
Principal Alloying Element: Magnesium & Silicon
Defines the alloy’s core characteristics (e.g., heat-treatable, good formability).
x0xx
Modification: 0 indicates the original alloy.
A non-zero digit signifies a variation of the base formula.
xx61
Specific Alloy: Identifies this unique formulation.
The specific “serial number” within the family.
T6
Treatment Type: Thermally Treated
Indicates the alloy is heat-treatable for high strength.
T6
Specific Treatment: Solution Heat-Treated & Artificially Aged
Defines the exact process used to achieve its final performance and properties.
The temper code (-F, -O, -H, or -T) is especially crucial. It describes the processing that unlocks the material’s final properties. Specifying the correct temper is as important as specifying the alloy itself to ensure performance criteria are met.
The Showdown of Three Mainstream Alloy Families: A Buyer's Guide
📌 Use this section to align your alloy selection with the application environment, welding method, and forming needs.
5xxx Series (e.g., 5052, 5083): Exceptional corrosion resistance and weldability. Ideal for marine applications, enclosures, and vending equipment.
6xxx Series (e.g., 6061, 6063): Great for extrusion and CNC machining aluminum parts. Offers balanced strength and formability but T6 temper needs care in aluminum bending services.
7xxx Series (e.g., 7075): Extremely high strength for aerospace uses, but limited weldability and higher cost.
Error #3–5: The Process Gamble — Where Every Choice Impacts Cost and Quality
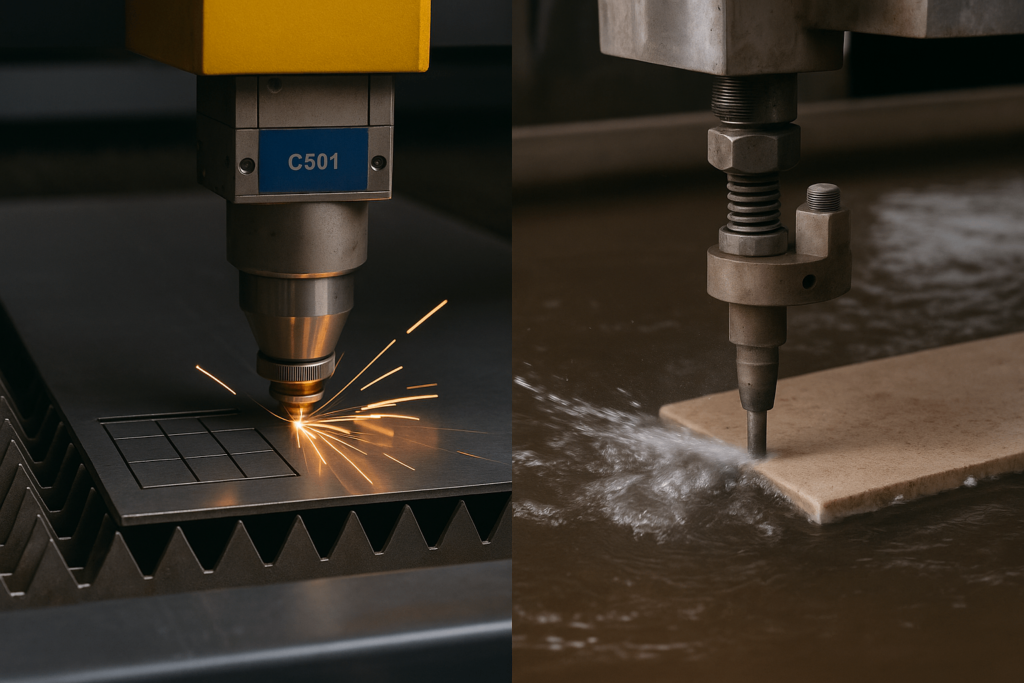
Cutting: Laser vs. Waterjet
Aluminum’s reflectivity and thermal conductivity can make laser cutting tricky at high thicknesses. Waterjet cutting avoids HAZ (heat-affected zones) and is preferred for thicker or welded components.
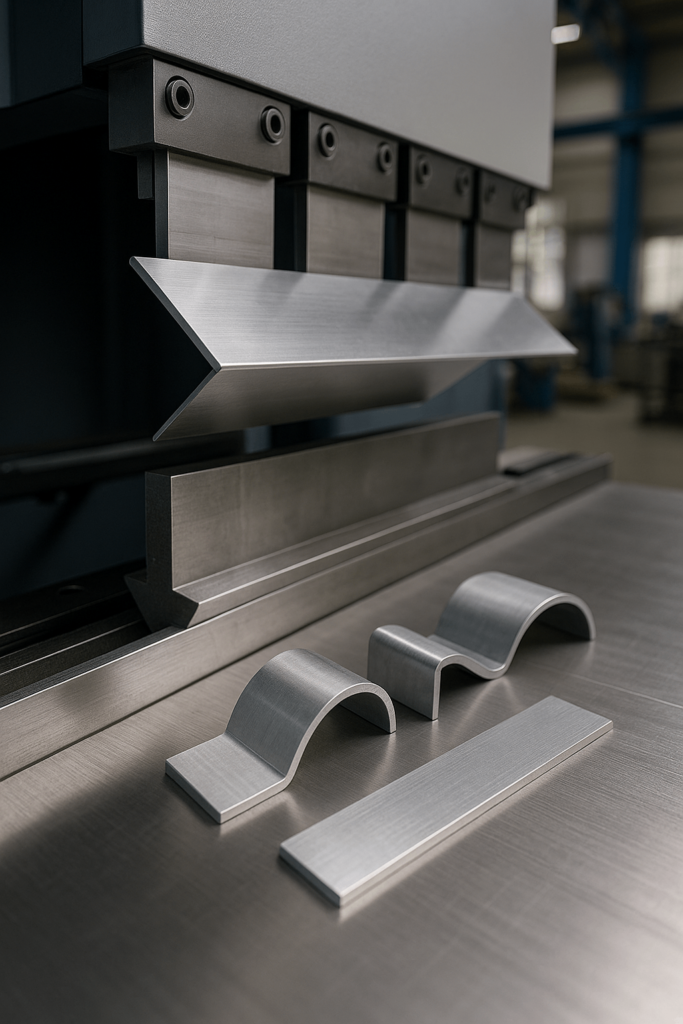
Aluminum has a high elasticity modulus, meaning more springback during bending. Always calculate minimum bend radius per alloy temper. For tight-tolerance aluminum bending services, CNC press brakes and proper tooling are essential.
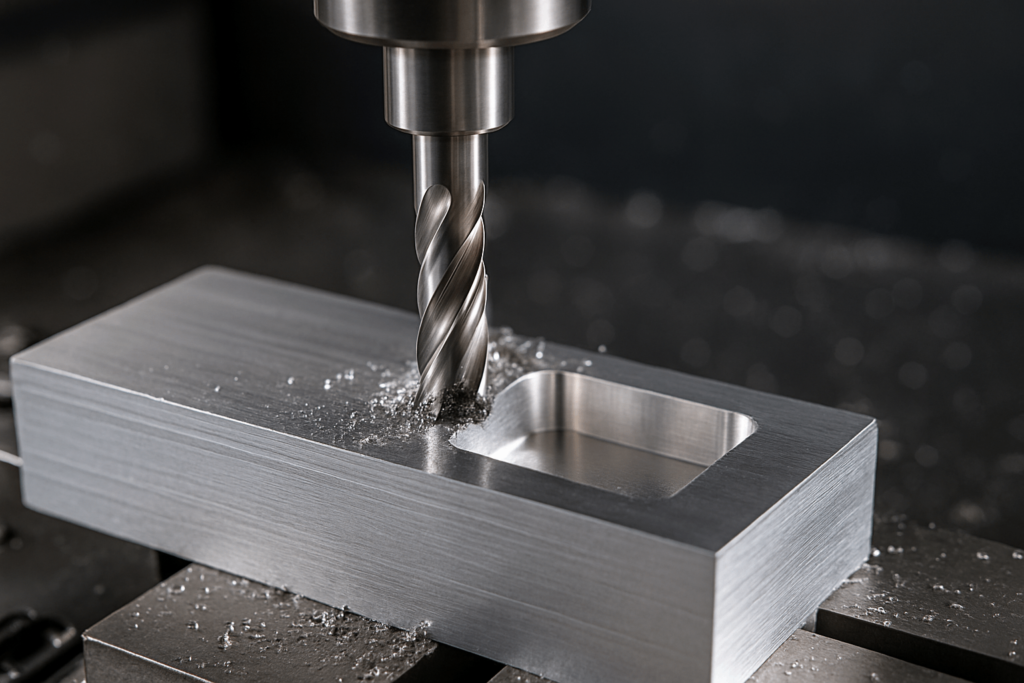
BUE occurs when soft aluminum alloys adhere to cutting tools. It causes poor surface finish, tool wear, and dimensional errors. Use proper feed rates, coatings (TiAlN), and high chip evacuation efficiency.
Error #7: Ignoring Design for Manufacturability (DFM)
Late-stage design changes are expensive. Early engagement with aluminum fabrication suppliers improves cost, quality, and lead time.
📌 Use this cheat sheet to match your design with the right alloy and process:
Process
Best Choice
Good Choice
Challenging (Avoid if Possible)
Welding
5xxx Series
1xxx, 3xxx, 6xxx (with proper filler)
2xxx, 7xxx Series
Machining
6061-T6
7075-T6, 2024-T3
Softer alloys (can be “gummy”)
Extrusion
6063, 6061
Other 6xxx Series
High-strength 2xxx & 7xxx
Aluminum Fabrication FAQ - Your Most Pressing Questions Answered
Q1: What is the most commonly used aluminum alloy for sheet metal fabrication, and why? 5052-H32 offers the best combination of strength, corrosion resistance, and formability for aluminum enclosures, automotive panels, and outdoor signage.
Q2: What are the main cost drivers in aluminum fabrication, and how can they be controlled? Alloy choice, machining time, and post-processing (e.g., aluminum powder coating) drive cost. Early-stage DFM helps optimize tolerances and avoid rework.
Q3: Why do my aluminum welds often show porosity? Usually due to contamination or moisture. Cleaning thoroughly and using dry, high-purity shielding gas is essential.
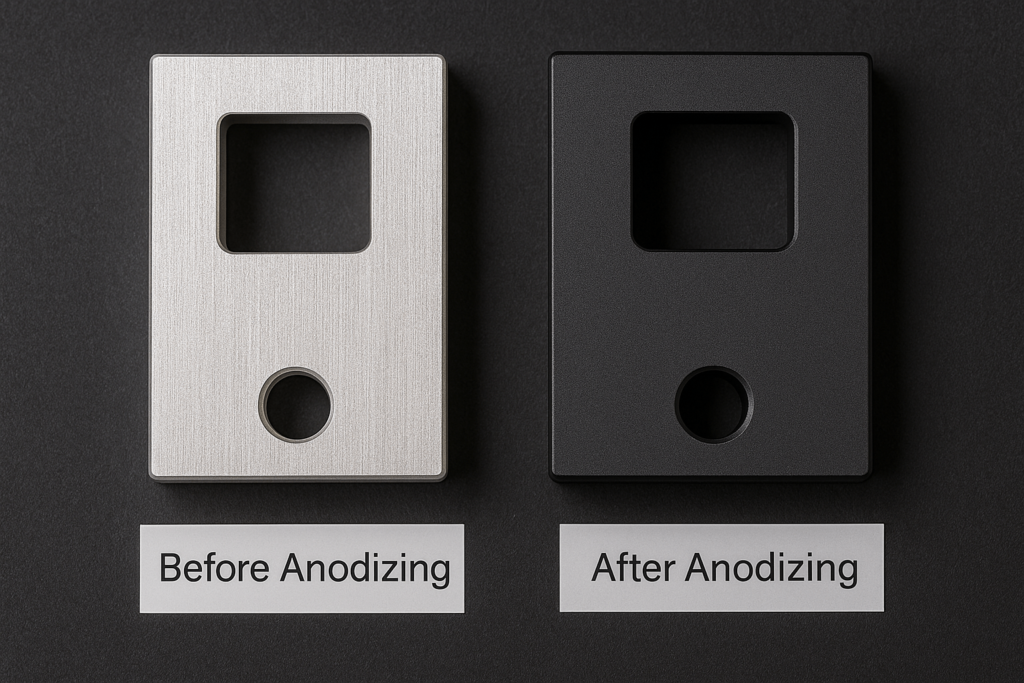
Q4: Why don’t my parts fit after anodizing? Type III anodizing adds thickness. Adjust dimensions before surface treatment to account for growth.
Q5: What does T6 mean in 6061-T6? It refers to a heat-treated condition. It makes the alloy stronger but less formable, so factor this into aluminum bending service design.
If you are looking for a reliable partner with deep expertise in aluminum fabrication, CNC machining aluminum parts, aluminum bending services, or powder coated aluminum cabinets, the team at YISHANG is here to help.
If you have any questions or need a quote, please send us a message. One of our specialists will get back to you within 24 hours and help you select the correct valve for your needs.