
I. Why Anodizing Matters in Wholesale Procurement
In global metal sourcing, anodizing is one of the most common finishes requested for aluminum components. Yet many procurement teams still treat it as a simple color option instead of a controlled engineering process. That gap in understanding often leads to misaligned expectations, inconsistent results between suppliers, and quality disputes on large-volume shipments.
In reality, anodizing is an electrochemical transformation that changes surface hardness, corrosion resistance, dimensional stability, and appearance. The result is not just a different color—it is a different surface structure. The outcome depends on upstream factors such as alloy chemistry, machining patterns, weld zones, cleaning discipline, and rack positioning in the tank. When these inputs vary, the final anodized aluminum material reflects those differences very clearly.
For overseas wholesale buyers, this has direct implications. Anodizing affects product lifetime, field performance, and brand reputation in front of your own customers. It also affects supply consistency and warranty risk. Seeing anodizing as a strategic process—not just a finishing line item—gives procurement teams better control over specifications, supplier selection, and long-term cost of quality.

II. Anodizing as a Design‑Dependent Engineering Process
What Does Anodized Aluminum Mean?
In simple terms, anodized aluminum meaning refers to aluminum that has been intentionally oxidized in a controlled way. Instead of allowing a thin, natural oxide film to form in air, the metal is placed in an electrolyte bath and connected to a power source. The surface aluminum is converted into a thicker, harder oxide layer that is strongly bonded to the base metal. This is why many B2B datasheets say “anodized aluminum, meaning improved corrosion and wear resistance”—the surface is no longer bare metal.
How Does Anodizing Work in Industrial Production?
At a high level, the anodizing aluminum process follows a clear sequence: cleaning and degreasing, controlled etching, immersion in an acid electrolyte with DC current applied, optional dyeing, and final sealing. During the current step, aluminum at the anode slowly converts into a porous oxide film. Pore size and film thickness depend on alloy type, bath chemistry, temperature, and current density. Sealing later closes those pores, locking in both corrosion resistance and color.
Unlike paint, powder coating, or plating, anodizing does not put a separate layer onto the surface. Instead, the aluminum itself is transformed into a uniform oxide film. When buyers search what does anodizing do or what does anodised aluminium mean, what they really want to know is how this engineered oxide film changes surface behavior over time.
A typical Type II anodic layer is between 5 and 25 microns thick. Roughly half grows into the metal and half grows outward. A 20 µm layer may increase an outer dimension by around 10 µm and reduce a hole diameter by about 20 µm. On tight assemblies, these changes are large enough to cause interference, thread binding, or shifting clearances, especially on precision-machined parts.
The anodic oxide is also porous during formation. That porosity allows dyes to enter and later be sealed. It is the basis for colored anodizing, but it is also a structural feature that influences wear resistance and corrosion protection. Pore size is affected by alloy type, tank temperature, current density, and process time—which means design, material, and process cannot be separated.
When procurement teams treat anodizing as a design-linked process, they ask more precise questions: Which alloy? Which geometric features are involved? What surface condition should be specified before anodizing? How will the process influence critical tolerances? This way of thinking leads to better RFQs, more realistic quality standards, and fewer surprises when the first mass production lot arrives.

III. When Anodizing Is the Right Choice—and When It Should Be Reconsidered
Anodizing is often the best choice for aluminum in industrial and OEM applications. It enhances corrosion resistance, stabilizes appearance, and improves abrasion performance. These traits are critical for telecom enclosures, machine guards, storage systems, vending machine parts, display frames, lighting housings, and many other B2B product categories.
For moving or high-contact components, hardcoat anodizing (Type III) creates a thicker and harder oxide film. It is commonly used on brackets, hinges, gear housings, and sliding or rotating elements. For buyers running long programs or warranty-sensitive applications, reduced wear can translate into lower life-cycle cost and fewer service issues.
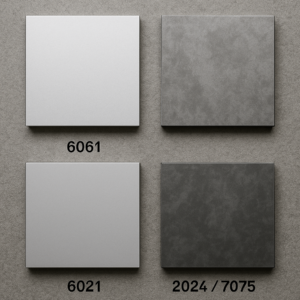
That said, anodizing is not universally ideal. High-copper alloys such as 2024 or zinc-rich grades like 7075 offer excellent strength but are challenging for decorative anodizing. They tend to darken, and color uniformity is harder to control, especially for dyed finishes or large visible panels. Geometry can also limit feasibility: sharp corners may burn, deep cavities may form thin coatings, and large variations in section thickness can create visible shade differences.
From a procurement perspective, the key question is not “can you anodize aluminum” but “does anodizing support the performance, cost, and appearance targets of this particular project.” When alloy, geometry, and application are aligned with the anodizing process, the finish becomes a stable and repeatable solution. When they are not, it may be wiser to consider alternative coatings instead of forcing anodizing to do something it is not designed to do.
IV. Alloy Chemistry and Surface Preparation: The Two Most Critical Variables
Among all factors influencing anodizing, two dominate: alloy selection and surface condition. Buyers frequently compare aluminum alloy anodizing behavior between 5052, 6061, 2024, and 7075 when planning a new product line.
5052 and 6061 are generally regarded as anodizing-friendly alloys. They produce a stable oxide layer and accept dye consistently, resulting in predictable colors and gloss. That makes them suitable for visible components such as frames, housings, panels, and structural parts that customers can see and touch.
High-strength alloys like 2024 and 7075 behave differently. Their higher copper or zinc content creates microstructures that interfere with uniform pore formation. The oxide often appears darker, and dyed finishes can look patchy or uneven. These alloys are common in aerospace and performance-critical applications where appearance is secondary. For decorative or brand-visible parts, they can introduce unnecessary risk.
Surface preparation is just as important. Machining marks, grinding lines, bead-blasting patterns, and polishing traces all become more visible after anodizing. Welded structures show tone differences in the heat-affected zones. Because anodizing magnifies what is already there, pre-treatment decisions should be made early and documented clearly.
| Alloy | Behavior in Anodizing | Color Uniformity | Typical Wholesale Applications |
|---|---|---|---|
| 5052 | Stable oxide, good dyeing | High | Enclosures, display systems, cabinets |
| 6061 | Versatile, predictable | High | Frames, housings, machine structures |
| 2024 | Darkens, uneven pores | Low | Non-visible structural components |
| 7075 | Hard film, inconsistent color | Low | High-strength, appearance-secondary parts |
For brand-sensitive product lines, aligning alloy choice and pre-treatment with finish expectations is one of the most effective ways for procurement teams to control quality and reduce supplier disputes.

V. The Anodizing Process Viewed Through Risk Control
Most technical explanations describe anodizing as a simple sequence: cleaning, etching, anodizing, dyeing, sealing. For wholesale buyers, it is more useful to look at the process as a chain of potential risk points. Each stage can influence yield, consistency, and acceptance rates in mass production.
1. Cleaning and Degreasing
Even microscopic oil films from machining, polishing compounds, or fingerprints can disrupt pore formation. The result is often streaks, dull spots, or areas that take dye differently from the rest of the part. A supplier who uses controlled alkaline cleaning, defined dwell times, fresh rinse tanks, and dedicated aluminum racks is managing this risk proactively.
Poor cleaning is one of the most common root causes of surface defects in anodized metal parts. For buyers, asking how the supplier controls cleaning and whether steel and aluminum are handled on separate lines is a practical way to evaluate maturity.
2. Etching and Pre‑Treatment
Etching removes a thin layer of metal to even out small surface defects and create a uniform base for the oxide film. Under-etching leaves machining marks that become more visible after anodizing. Over-etching can round off edges, thin small features, and expose subsurface inconsistencies.
Different visual targets require different pre-treatments. A matte effect may combine bead blasting and light etching; a brushed finish may require controlled directional sanding. It helps when buyers provide reference samples or target photos instead of only describing the color in words.
3. Bath Control and Current Distribution
Bath temperature, acid concentration, agitation, and rack placement determine film thickness and uniformity. Automated lines maintain these variables more consistently; manual operations depend heavily on operator skill and experience. Two suppliers may both say they follow “Type II, 15 µm,” yet produce visibly different anodised finish aluminium because their bath control and fixturing strategies are not the same.
For wholesale orders, this is a key source of variation. Buyers can reduce risk by asking how often parameters are recorded, who reviews them, and how non-conforming results are handled.
4. Dye Absorption and Color Stability
Color variation is a frequent problem in global sourcing. The underlying reasons often tie back to pore size distribution, alloy mix, or sealing conditions. If pore structures vary, dyes will not be absorbed uniformly. If alloys are mixed across components or suppliers, color matching becomes harder.
When specifying dyed finishes, buyers should define acceptable shade ranges and clarify whether slight variation across different part geometries is acceptable. For multi-supplier sourcing, a shared reference set of sample panels greatly improves alignment.
5. Sealing and Long-Term Performance
Sealing closes the pores and locks in both corrosion resistance and color. Insufficient sealing time or incorrect temperature can lead to chalkiness, fading, or early oxidation—issues that may only appear after products have been shipped and installed.
Suppliers that monitor sealing conditions and can support claims with basic corrosion tests are generally better equipped to support large programs in different climates and markets.
VI. Why Identical Specifications Can Still Produce Different Outcomes
Procurement teams often see this pattern: two suppliers agree to the same specification—”Type II clear anodizing, 15 µm”—yet delivered parts look and perform differently. This is frustrating, especially when you need interchangeable parts or consistent appearance across product ranges.
The reason lies in process discipline. Bath maintenance frequency, operator training, cooling and agitation systems, fixturing design, and pre-treatment methods all influence the final result. These factors are rarely captured fully in a simple written specification.
To manage this, buyers can standardize expectations beyond a single line in the drawing. In addition to type and thickness, consider agreeing on:
- acceptable color range and gloss level,
- roughness targets after anodizing,
- minimum sealing conditions or test methods,
- visual standards with reference photos or panels.
This approach does not guarantee identical output from all suppliers, but it narrows the range of variation and reduces subjective arguments when inspecting goods.
VII. Designing Parts That Anodize Consistently in Large‑Volume Production
Geometry controls how current flows during anodizing. Sharp external corners concentrate current and can develop thicker, rougher oxide layers. Slightly rounded edges distribute current more evenly and help avoid “burned” areas. Deep, narrow cavities or blind holes can be difficult for the electrolyte to reach, which leads to thin or incomplete oxide formation.
Dimensional impact is another essential consideration. Because the anodic film grows both inward and outward, hole diameters shrink and outer dimensions grow. Threads are especially sensitive. Without planning, screws may feel tight or seize after anodizing. For critical assemblies, designers and buyers can agree with suppliers on oversizing strategies, masking plans, or post-anodize machining on selected features.
Surface preparation should also be standardized. Bead-blasted surfaces create a matte, low-glare look. Brushed surfaces highlight linear patterns, which can be attractive but will emphasize any alignment differences during brushing. Polished surfaces can keep a glossy effect if etching is minimized and cleaning is carefully controlled.
For global buyers managing branded products, all these design decisions are part of quality control. Well-designed, anodizing-friendly parts are easier to manufacture consistently and less likely to trigger returns or warranty claims.
VIII. Common Issues in Wholesale Projects—and What They Actually Indicate
1. Color Inconsistency Between Batches or Suppliers
Color mismatch can come from different alloys, differences in etching, or slight shifts in dye concentration and sealing conditions. In multi-supplier setups, even small process differences become visible when parts are assembled side by side.
For buyers, the solution is not only to demand “better color” but to standardize alloys, pre-treatments, and reference samples. This gives all suppliers the same target.
2. Edge Burning and Rough Corners
Burned edges usually signal localized over-current. The causes may include sharp geometry, poor fixturing, or excessive current density. If a part design consistently produces burned edges, slight redesign or adjusted fixturing can resolve the issue.
3. Premature Corrosion or Chalky Surfaces
When anodized components show corrosion earlier than expected, especially in outdoor or marine environments, poor sealing is a common root cause. Contamination after sealing can also play a role. Buyers can reduce risk by requiring simple corrosion or humidity tests for outdoor-use products.
4. Dimensional Variations and Tight Fits
If holes shrink or assemblies bind after anodizing, it is usually not a “mistake” but a predictable effect of oxide growth. The real corrective action is not only tighter control, but better tolerance planning and, when necessary, masking or post-machining strategies.
A supplier’s ability to explain these mechanisms clearly is an indicator of process maturity and a useful filter when choosing partners for long-term programs.
IX. A Procurement‑Focused Checklist for Anodizing Projects
A clear framework helps buyers manage anodizing effectively without needing to be process engineers. The key is to ask structured questions at the right time.
First, clarify the functional role of anodizing in your product: corrosion protection, visual branding, wear resistance, or a combination of these. This shapes specification decisions.
Second, check whether the selected alloy supports the desired finish. For visible dyed parts, 5052 or 6061 are typically more reliable than 2024 or 7075. If strength requirements force the use of difficult alloys, plan for more flexible cosmetic expectations.
Third, align on pre-treatment and surface finish. Decide whether parts should be bead-blasted, brushed, polished, or left as-machined before anodizing, and keep that constant across all suppliers.
Fourth, define how acceptance will be judged: thickness range, color tolerance, gloss level, surface roughness, and sealing performance. Use reference panels or photos where possible.
Fifth, validate with small pilot batches before ramping up volume. This is especially important when ordering for multiple regions or sourcing from different suppliers.
This checklist-style mindset makes anodizing more predictable and supports stable performance across markets and production runs.
X. What to Examine When Evaluating Anodizing Suppliers
Reliable anodizing comes from consistent systems, not just good intentions. When assessing potential suppliers, buyers can look at several concrete indicators.
Process control is fundamental. Ask how often the supplier checks bath temperature, concentration, and pH. Check whether they maintain process logs and who reviews them. Confirm that they use documented work instructions for cleaning, etching, anodizing, dyeing, and sealing.
Quality verification is equally important. Suppliers who can provide coating thickness reports, perform simple corrosion or humidity tests, and manage first-article inspections usually have better internal discipline. Traceability—knowing which batch went through which bath at which time—also helps resolve any issues quickly.
Communication style is another clue. A supplier who can explain why a certain alloy will not achieve a target color or why a specific geometry may cause uneven anodizing is sharing practical experience, not just quoting specifications. This kind of transparent explanation reduces sourcing risk and supports long-term cooperation.
XI. Key FAQs on Anodized Aluminum for Wholesale Buyers
1. What does anodized aluminum mean in practical terms?
It means the surface of the aluminum has been converted into a controlled oxide layer through an electrolytic anodizing process. This oxide film improves corrosion resistance, wear performance, and appearance compared with bare aluminum.
2. Why anodize aluminum instead of just painting it?
Paint and powder coat sit on top of the metal; anodizing transforms the surface itself. For many B2B applications, this creates a harder, more durable finish that bonds better to the substrate and resists peeling, scratching, and long-term UV exposure.
3. Can you anodize aluminum for any alloy?
Almost all aluminum alloys can be anodized, but not all will deliver the same visual quality. Alloys like 5052 and 6061 are good for visible parts; high-copper or high-zinc alloys such as 2024 or 7075 are harder to dye consistently and are usually chosen when strength matters more than appearance.
4. Can you dye aluminum after anodizing?
Yes. During anodizing, a porous oxide layer forms. While those pores are open, dyes can be absorbed and then sealed. This is why anodized colors are more durable than simple surface paints.
5. How does anodizing affect dimensions and fit?
Because the oxide layer grows both inward and outward, holes get slightly smaller and outer surfaces get slightly larger. For tight fits or threaded holes, this must be considered in the initial design and tolerances.
6. Is home anodizing suitable for wholesale or OEM products?
There are many guides on how to anodize aluminum at home, but small DIY setups lack the process control required for consistent industrial results. For wholesale programs, it is far more reliable to work with professional anodizing lines that monitor bath chemistry, temperature, and sealing conditions.
7. What does anodizing do for long-term product performance?
Proper anodizing and sealing delay corrosion, reduce surface wear, and keep products looking acceptable longer in service. For brands, this translates into fewer visible defects in the field, fewer returns, and a stronger perception of quality.
XII. Final Thoughts: Anodizing as a Collaborative Supply Chain Process
Anodizing is more than a finishing step listed on a drawing. It affects durability, cost stability, visual identity, and the perceived quality of your aluminum products in every market where they are sold. When procurement teams understand how anodizing works at a practical level and incorporate that knowledge into supplier selection and specification, they gain better control over quality and risk.
For global OEM and wholesale buyers, partnering with manufacturers who treat anodizing as a controlled process—not just a color option—can make a visible difference in consistency and customer satisfaction.
YISHANG supports international buyers with stable metal fabrication, controlled surface finishing, and technical communication that connects design intent with manufacturing reality. If your team is planning a new program involving anodized aluminum components, you are welcome to contact us for technical input or sample-based evaluation to support your sourcing decisions.
