Aluminum is widely used for enclosures, brackets, panels, frames, and structural parts because it is lightweight, corrosion-resistant, and practical in many fabrication workflows. But bending aluminum successfully is not automatic. Alloy choice, temper, bend radius, tooling, and process setup all affect whether the part bends cleanly or fails.
For buyers and engineers, the main concern is not how to bend one sample by hand. It is how to achieve repeatable aluminum bending without cracking, excessive springback, or visible surface damage across real production.
This guide explains which aluminum grades are easier to bend, why some parts crack, how bend radius and grain direction affect results, and what process controls matter most before approving production.
Which Aluminum Alloys Are Easier to Bend
Not all aluminum alloys bend equally well. Alloy and temper directly influence ductility, cracking risk, and achievable bend radius.
Alloy Comparison Reference
Alloy
Common Temper
Relative Bendability
Typical Use Direction
3003
H14
Excellent
Ducts, trims, signage
5052
H32
Good
Cabinets, brackets, marine-related parts
6061
T6 / O
Low in T6, better in O
Frames, structural parts, battery boxes
In practical production, 3003 and 5052 are often preferred where tighter bends and smoother forming are required. 6061 is widely used for structural applications, but harder tempers such as T6 are much more likely to crack if bending is not planned correctly.
Bend Radius, Grain Direction, and Tooling Basics
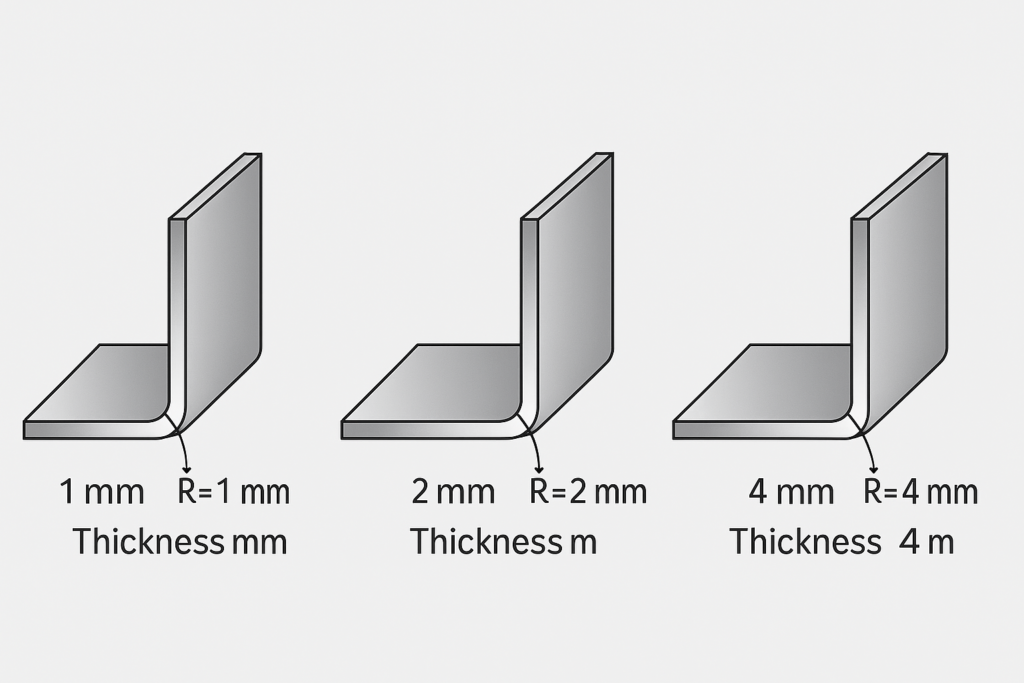
Bend radius should be matched to material thickness, alloy, and temper. As the alloy becomes less ductile or the temper becomes harder, the minimum practical bend radius usually increases.
Grain direction also matters. Bending across the grain is often safer than bending with the grain because it usually reduces crack risk.
For buyers, these details matter because unrealistic radius requirements are one of the most common reasons for part cracking, scrap, and supplier disagreement.
The Right Tools for Accurate Aluminum Bending
Manual vs CNC: When Each Applies
In early prototyping, manual bending of aluminum sheet with seamers or benchtop brakes suffices. But once your BOM hits thousands of units, only CNC aluminium bending machines can maintain precision:
±1° angle control (via live angle sensors)
±0.2mm part variance over 10,000+ pcs
Overbend values embedded into G-code (e.g., 3° for 5052)
YISHANG’s press brake cells are digitally managed to calibrate tool wear and offset springback automatically. We handle both air bending sheet metal and bottom bending depending on angle and batch specs.
Surface Protection & Safety
Finish is critical, especially for commercial and medical-grade parts. We apply PET or polyfilm during processing and use mirror-polished dies. Staff adhere to RoHS and ISO standards for safe, contamination-free handling.
A Practical Aluminum Bending Process
Choose Tooling That Matches the Part
Manual bending may be acceptable for prototypes or simple one-off adjustment, but repeat industrial production usually depends on press brake control, suitable punch and die selection, and stable backgauge positioning.
Protect the Surface Before Bending
For visible or coated parts, surface protection matters. Film protection, clean tooling, and controlled die condition help reduce scratching, scuffing, and cosmetic rejection.
Control the Bend, Not Just the Force
Accurate aluminum bending depends on more than pressing the part into shape. Process control may include:
alignment and grain review before bending;
correct tooling setup;
springback compensation;
angle verification after bending.
Verify the Result
For production work, first-article inspection and repeat angle checks help confirm that the chosen bend logic is actually stable before the batch continues.
How Buyers Prevent Cracking, Marks, and Angle Error
Springback Compensation
Aluminum tends to spring back after bending, so the final angle often differs from the forming angle unless compensation is built into the process. This is one reason why air bending, bottoming, and tool setup all matter.
Cracking and Breakage Risk
Common causes of cracking include:
bending with the grain instead of across it;
using a bend radius that is too small for the alloy and temper;
trying to bend harder tempers such as 6061-T6 without an appropriate process plan.
Surface Marks and Distortion
Visible aluminum parts can also fail cosmetically even when the angle is correct. Surface films, clean tooling, pressure control, and careful handling are often needed where appearance matters.
Advanced Controls for Industrial Aluminum Bending
Multi-Bend Sequencing
Complex parts often need bend order planning to prevent interference, collision, and accumulated angle error.
K-Factor and Flat Pattern Logic
Flat pattern accuracy affects both fit and material yield, which is why K-factor and bend deduction logic should be reviewed carefully before volume cutting begins.
Bottoming for Tighter Angles
Where tighter angle consistency is needed, bottoming may be preferred over simpler air bending, though tooling and process cost may increase.
What Buyers Should Confirm Before RFQ
Before requesting a quotation for bent aluminum parts, buyers should try to clarify:
alloy and temper;
part thickness and bend radius requirement;
whether cosmetic surface quality matters;
whether the part is simple, multi-bend, or box-style;
whether springback or tight angle tolerance is critical;
whether later welding, coating, or assembly follows.
A clearer RFQ reduces the risk of unrealistic bend geometry, cracking, cosmetic rejection, and pricing surprises.
FAQ
Can 6061-T6 be bent without cracking?
It carries a higher crack risk than softer tempers. In many cases, buyers review O or other more bendable conditions when forming is critical.
What is more important for aluminum bending: alloy or tooling?
Both matter. A suitable alloy with poor tooling control can still fail, and good tooling cannot always compensate for an unrealistic alloy-and-radius combination.
Is air bending or bottoming better for aluminum?
Air bending is more flexible and common for many jobs, while bottoming may be preferred where tighter angle control is required.
Why do some suppliers crack aluminum while others do not?
Because results depend on alloy selection, temper, grain direction, radius planning, tooling condition, springback control, and handling discipline.
Final Thoughts
Successful aluminum bending is not just about pressing a sheet into shape. It depends on choosing the right alloy, using a realistic bend radius, controlling springback, and protecting the part surface throughout the process.
For buyers, the most reliable path is to review bendability at the design stage instead of assuming all aluminum grades behave the same way in production.
If you have any questions or need a quote, please send us a message. One of our specialists will get back to you within 24 hours and help you select the correct valve for your needs.