
1. The Strategic Advantage: Why Bending is a Superior Choice for Quality-Driven Products
For procurement managers in industrial manufacturing, one small tube component can affect the reliability of an entire product line. When sourcing stainless steel tubing, choosing bent components instead of welded assemblies is often more than a design preference. It can improve structural integrity, reduce failure points, and lower long-term quality risk.
Still, the bending method—and the supplier behind it—matters. A small variation in bend radius, surface finish, or springback control can create assembly problems later. In high-volume orders, those small differences can become expensive.
This guide explains stainless steel tube bending from a sourcing perspective. It is written to help procurement professionals ask better questions, evaluate supplier capability, and understand why manufacturers like YISHANG treat bending as both a fabrication process and a quality-control discipline.
In many applications, bending offers a stronger and cleaner alternative to welded assemblies. Every weld or mechanical fitting introduces another potential weak point, especially in high-pressure, high-vibration, or corrosion-sensitive environments. A properly bent tube keeps the structure continuous, with fewer joints and fewer inspection points.
From a purchasing perspective, the benefit is also practical. Custom tooling may require upfront cost, but bent components can reduce fittings, welding labor, inspection time, and part count. For many OEM projects, that means a simpler supply chain and better total cost of ownership—not just a cleaner-looking part.

2. Before You Specify: Understanding Stainless Steel’s Three Core Bending Characteristics
A successful bending project starts before tooling is selected. Stainless steel is not one material; it is a family of alloys with different forming behavior. Its strength and corrosion resistance are exactly what make it valuable—but also what make it harder to bend well.
A capable supplier should understand how grade, work hardening, and tube construction affect the final part. Without that understanding, even a simple bend can lead to cracks, wrinkles, flattening, or dimensional drift.
2.1 Know Your Material: 304 vs. 316 – A Critical Choice for Performance and Fabricability
The two most common austenitic stainless grades are 304 and 316. The difference is not only about corrosion resistance; it also affects bending force, springback, and supplier capability.
Type 304, often called “18/8” stainless, is the industry workhorse. It offers good ductility, broad corrosion resistance, and relatively forgiving forming behavior. For many indoor structures, frames, equipment parts, and general stainless assemblies, 304 is often the practical choice.
Type 316 contains 2–3% molybdenum, which improves corrosion resistance, especially against chlorides. This makes it better for marine, chemical, coastal, or high-humidity environments. The trade-off is that 316 is usually stronger and less forgiving during forming. It requires more bending force and more accurate springback compensation.
| Property | Type 304 Stainless Steel | Type 316 Stainless Steel | Implication for Procurement & Sourcing |
| Composition | ~18% Cr, ~8% Ni | ~16% Cr, ~10% Ni, 2–3% Mo | Molybdenum in 316 is key for harsh environments. |
| Tensile Strength | 73,200 psi | 79,800 psi | 316 requires a supplier with more powerful equipment. |
| Yield Strength | 31,200 psi | 34,800 psi | 316’s higher springback demands stronger process control. |
| Ductility (Elongation) | ~70% | ~60% | 304 is slightly more forgiving for very tight bends. |
| Corrosion Resistance | Excellent | Superior, especially against chlorides | The service environment should guide grade selection. |
| Cost | More economical | 20–75% higher | The higher cost of 316 should be justified by corrosion needs. |
2.2 The “Work Hardening” Trap: Why Material Science Dictates Production Reliability
Austenitic stainless steel work hardens quickly. In simple terms, the material becomes stronger, harder, and less ductile as it is bent. This is one of the main reasons stainless tube bending requires more process discipline than bending mild steel.
At the microscopic level, bending creates dislocations in the steel’s atomic structure. As these dislocations build up, the material resists further deformation. In some cases, part of the ductile austenite can transform into a harder martensitic structure, making the tube even more difficult to form accurately.
For buyers, the takeaway is clear: stainless steel bending is not just about machine power. It requires the right tooling, bending sequence, lubrication, and springback compensation.
2.3 Seamless vs. Welded Tubing: A Key Specification for High-Integrity Applications
Before specifying a bend, buyers should also confirm whether the tube is seamless or welded. Seamless tubing is produced from solid billet, while welded tubing is formed from strip and joined along a seam.
For high-pressure hydraulic systems, tight bend radii, or high-integrity applications, seamless tubing is usually preferred because it has no weld seam and more uniform structure. Welded tubing is more economical and can still perform well in structural or low-pressure applications.
The right choice depends on the load, pressure, bend radius, and inspection requirements—not only on price.
3. The Bending Playbook: Matching the Process to the Part for Optimal Results
The bending method should match the part, not the other way around. A capable fabrication partner will choose the process based on precision requirements, production volume, tube size, wall thickness, surface expectations, and cost targets.
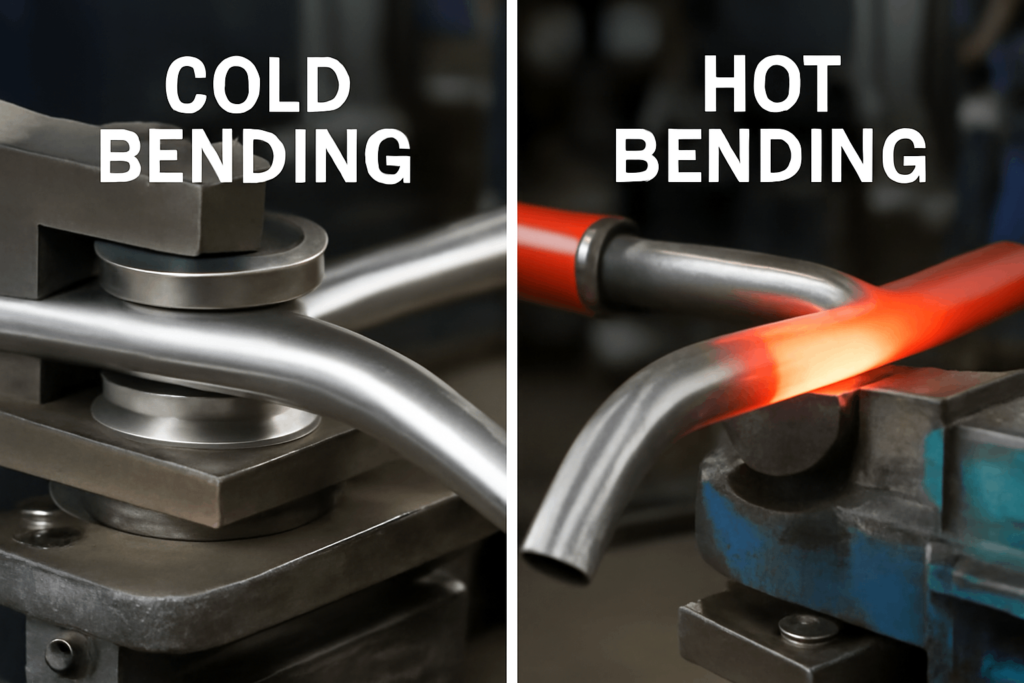
3.1 The Main Event: Cold Bending (The Standard for Precision and Finish)
Cold bending forms the tube at room temperature and is the standard method for most stainless steel tube applications. It provides better dimensional accuracy and surface finish because no heat is applied. The material also avoids scaling, which helps preserve appearance and corrosion resistance.
For production runs, cold bending offers repeatability and tighter tolerances. The natural work hardening that occurs during bending can also increase the strength of the finished part, provided the process is well controlled.
3.2 The Specialist Solution: When is Hot Bending Absolutely Necessary?
Hot bending is used when the tube exceeds the practical limits of cold forming. The tube is heated, typically to 900–1100°C, so less mechanical force is needed to shape it.
This method becomes necessary for thick-walled or large-diameter tubes, high-strength alloys, or extremely tight bend radii that would risk cracking during cold bending. It is more specialized, but in the right situation it can prevent defects that cold forming cannot avoid.
3.3 Process Match-Up: A Guide to Bending Techniques and Their Applications
Understanding common bending methods helps buyers evaluate whether a supplier has the right capability for the job.
- Rotary Draw & Mandrel Bending: Best for high precision and tight radii. A rotating die forms the bend while a mandrel supports the tube internally, making it suitable for thin-wall tubing.
- Roll Bending: Best for large, sweeping curves. Multiple rollers gradually form the tube, often used in architectural or industrial structures.
- Press Bending: A fast and cost-effective option where a hydraulic ram pushes the tube against dies. It is efficient, though less precise.
- Induction Bending: An advanced hot bending method that uses high-frequency coils to heat a narrow zone before forming heavy-duty parts.
4. The Secret Weapon: Why Mandrel Bending Mastery is a Mark of Quality
For high-spec stainless tube components, mandrel bending is often the difference between an acceptable part and a reliable part. A supplier’s ability to control mandrel bending shows whether they can deliver clean bends, consistent geometry, and stable production quality.

4.1 The Tooling Ecosystem: The 5 Essential Mandrel Bender Components
Good mandrel bends depend on five tooling components working together. Quality suppliers invest in matched tooling rather than relying only on operator adjustment.
- Bend Die: Sets the centerline radius (CLR).
- Clamp Die: Holds the tube firmly in place.
- Pressure Die: Maintains contact between the tube and bend die.
- Wiper Die: Supports the inner radius to prevent wrinkles.
- Mandrel: Supports the inside of the tube to prevent collapse and flattening.
4.2 The Expert’s Technique: “Forward Mandrel, Low Pressure”
Successful bending is often about control, not brute force. The “Forward Mandrel, Low Pressure” technique places the mandrel nose slightly ahead of the bend start, giving the tube better internal support at the moment deformation begins.
This allows the operator to use less pressure die force. Excessive force, which is common in less controlled operations, can accelerate tool wear and reduce consistency. Skilled suppliers often achieve better results by applying less force more accurately.
4.3 Lubrication Strategy: The Unsung Hero of a Defect-Free Bend
Stainless steel creates significant friction during bending. Without the right lubrication, galling, scratches, and internal scoring can appear quickly.
A proper lubrication strategy applies high-pressure lubricants inside the tube and on the mandrel, while keeping gripping surfaces clean to prevent slippage. It is not the most visible part of the process, but it has a direct impact on surface quality and tool life.
5. Design for Manufacturability: Engineering for Accuracy and Repeatability
A good supplier does more than bend the tube. They help review whether the design can be manufactured accurately and repeatedly. Early DFM discussion can reduce trial-and-error, shorten lead time, and avoid avoidable tooling changes.
5.1 Developed Length Calculation: Precision Starts in the Design Phase
Before bending starts, the supplier must calculate the developed length of the tube—the actual material length needed to produce the finished part. If this calculation is wrong, bend positions and final dimensions will drift.
Developed length depends on:
- bend angle;
- tube outside diameter (OD);
- centerline radius (CLR);
- wall thickness;
- material type and expected springback.
Experienced suppliers use CAD tools and compensation formulas to account for elongation and compression during bending. Errors at this stage often lead to rework, assembly issues, or rejected parts.
5.2 Springback Compensation: Why It Separates Amateurs from Experts
Springback is the tendency of the tube to partially return toward its original shape after bending. Stainless steel, especially 316, often requires meaningful compensation to reach the final target angle.
Quality suppliers run test bends, measure actual springback, and program compensation into CNC bending equipment. This feedback loop is one of the clearest signs of a mature bending process.
6. Common Bending Defects (and How to Avoid Them)
Even with good tooling, defects can still occur if the process is not controlled. Procurement managers should know the common issues so they can identify red flags during sample inspection.
- Wrinkling: Usually caused by insufficient support at the inner radius. Proper wiper die and mandrel placement help prevent it.
- Flattening: Occurs when the tube collapses at the bend. Excessive pressure or poor mandrel setup is often the cause.
- Surface Scratches: Often related to improper lubrication, worn tooling, or poor handling.
- Out-of-Tolerance Angles: Usually caused by poor springback compensation or machine calibration issues.
Avoiding these defects requires engineering judgment, operator skill, and repeatable process control.
7. Standards and Specifications: What to Look For in Quality Assurance
No bending project is complete without inspection and validation. Buyers should confirm that the supplier follows clear procedures and can provide documentation when required.
- Material Certifications: The supplier should provide traceability to the stainless steel’s origin and grade.
- Dimensional Inspection: Precision gauges, CMM equipment, or documented inspection protocols should be available when needed.
- Surface Quality Checks: Visible components should meet defined limits for scratches, dents, or tooling marks.
- Passivation or Pickling: For corrosion-critical applications, ASTM A967-compliant treatment helps ensure surface cleanliness.
8. Packaging and Delivery: The Final Step in Protecting Quality
Even a well-made bent tube can arrive damaged if packaging is weak. Stainless tube bends need protection against scratches, deformation, moisture, and handling impact.
Buyers should ask about:
- foam inserts, custom trays, or shrink wrap;
- bend-end caps to prevent ovalization;
- moisture barriers or VCI bags for corrosion prevention;
- clear labeling for inventory control.
Packaging should be discussed early, especially for export orders or visible stainless components.
9. Frequently Asked Questions
Q: How tight can I bend stainless steel pipe without deformation?
It depends on tube OD, wall thickness, and grade. For 304 stainless with 1.5 mm wall, a 2D CLR is generally safe using mandrel bending.
Q: Is seamless tubing always better than welded for bending?
Seamless tubing is structurally superior, but high-quality welded tubing can perform well in non-critical or structural applications.
Q: What’s the typical lead time for custom bent tubing?
Depending on complexity and volume, 2–4 weeks is standard. Prototyping or surface finishing may add extra time.
Q: Can I send CAD drawings for quote?
Yes. A 3D model in STEP or IGES format helps speed up DFM checks and quotation.
Q: How does YISHANG handle high-mix, low-volume orders?
With in-house tooling, rapid prototyping, and flexible scheduling, YISHANG supports both prototypes and batch runs.
10. Final Thoughts: Bending is More Than Just a Process—It’s a Strategic Advantage
Stainless steel tube bending is more than a forming step. It combines material knowledge, tooling control, springback compensation, inspection, and careful packaging.
For procurement professionals, understanding these factors makes supplier evaluation much easier. The right partner can help reduce welds, improve consistency, and protect quality from design review through delivery.
If you are sourcing stainless steel bent tubes, frames, or custom pipe assemblies, YISHANG can review your drawings and help assess the right material, bending method, and production approach.
