
Hypodermic tubing is used in medical devices, analytical instruments, and other precision assemblies that require small-diameter metal tubing with controlled dimensions, reliable surface quality, and consistent mechanical performance.
For buyers and engineers, choosing the right tubing is not only about outer diameter. Material grade, wall thickness, temper, straightness, surface condition, and later processing all affect whether the part will perform correctly in the final application.
This guide explains the main points to review when selecting hypodermic tubing for OEM and precision industrial use, including manufacturing method, material choice, finishing processes, and sourcing considerations.
How Hypodermic Tubing Is Manufactured
How the tubing is made affects its dimensional consistency, mechanical behavior, and later process compatibility. For buyers, understanding the basic production route helps explain why some tubing performs better in cutting, forming, polishing, or assembly.
Welded and Drawn Tubing
A common production route for stainless steel hypodermic tubing is the welded and drawn process. In this method, metal strip is formed into a tube, welded along the seam, and then drawn through dies to reduce size and improve dimensional control.
This process helps achieve smaller diameters, tighter tolerances, and a more refined final tube condition.

Why Secondary Finishing Matters
After the tube is formed, secondary processes often have a strong effect on final quality. Depending on the application, this may include:
precision cutting;
deburring;
tip forming or pointing;
polishing;
passivation;
electropolishing.
For precision tubing, these later steps may influence burr level, internal cleanliness, corrosion behavior, and overall usability in the final assembly.

Surface Integrity Showdown: Electropolishing vs. Passivation
Surface finish plays a key role in both performance and biocompatibility. In this context, electropolishing and passivation each serve distinct purposes.
- Passivation applies chemical baths to remove surface iron and strengthen the protective chromium-oxide layer—an approach well-suited for non-critical cleaning.
- Electropolishing, on the other hand, dissolves surface peaks through electrochemical action. This process generates a smoother finish (Ra improved up to 50%) and enhances corrosion resistance with a chromium-rich passive layer.
Passivation vs. Electropolishing
| Feature | Passivation | Electropolishing |
| Main Purpose | Improve corrosion resistance by removing free iron and supporting passive layer formation | Smooth the surface and improve corrosion behavior through electrochemical material removal |
| Surface Effect | Limited change to roughness | Can improve surface smoothness |
| Typical Use Direction | General corrosion-related surface treatment | Higher-finish or more demanding precision applications |
How to Choose Material, Size, and Temper
Selecting hypodermic tubing usually requires balancing material performance, dimensional requirement, flexibility, and manufacturing needs.
Common Material Options
| Material | Main Advantage | Typical Use Direction |
| 304 Stainless Steel | Good general corrosion resistance and cost efficiency | General precision tubing applications |
| 316L Stainless Steel | Better corrosion resistance and broad use in demanding environments | More corrosion-sensitive or higher-spec applications |
| Nitinol | Superelastic behavior and shape memory | Specialty medical or advanced precision uses |
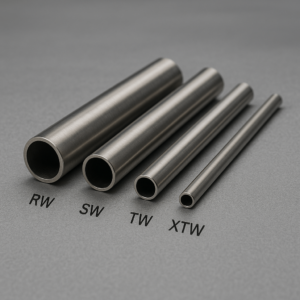
Wall Thickness and Tube Size
Outer diameter, inner diameter, and wall thickness all affect flow, rigidity, bendability, and manufacturability. Thinner walls may improve flow capacity or reduce weight, but they can also reduce strength and make later processing more sensitive.
Temper and Mechanical Behavior
Temper affects how the tube behaves during bending, shaping, insertion, or assembly.
full-hard temper is generally used when higher rigidity is needed;
softer tempers may be preferred when forming or shaping is required.
For OEM projects, material, wall thickness, and temper should always be reviewed together rather than selected independently.
Common Medical and Precision Industrial Applications
Hypodermic tubing is widely used where small-diameter metal tubing must combine dimensional control, clean surface condition, and repeatable performance.
Typical Application Areas
| Application Area | Typical Use Direction |
| Medical Devices | Catheters, guidewires, needles, minimally invasive tools |
| Analytical Equipment | Fluid handling and precision instrument assemblies |
| Industrial Precision Systems | Small mechanical assemblies, dispensing systems, sensor-related structures |
| Aerospace and Advanced Equipment | Lightweight precision tubing in specialized assemblies |
Why Application Context Matters
The same tubing size is not suitable for every use. Application requirements may change the preferred material, wall thickness, finish level, cleanliness requirement, and later processing route.
FAQ
What is the difference between passivation and electropolishing?
Passivation mainly improves corrosion resistance by supporting the passive surface layer, while electropolishing also improves surface smoothness through controlled electrochemical removal.
How do buyers choose between 304 and 316L tubing?
304 is often used for general-purpose applications, while 316L is usually preferred when higher corrosion resistance or a more demanding service environment is expected.
Does thinner wall tubing always mean better performance?
No. Thinner walls may improve flow or reduce weight, but they can also reduce rigidity and increase sensitivity during later processing.
What should be confirmed before sending an RFQ for hypodermic tubing?
Buyers should confirm material grade, outer diameter, inner diameter or wall thickness, temper, finish requirement, tolerance expectation, cut length, and application context.
Precision Tubing Support from YISHANG
YISHANG Metal Products Co., Ltd. is a metal products factory with more than 26 years of experience in custom metal manufacturing for wholesale and OEM/ODM projects.
We support precision metal component manufacturing for custom applications and can assist with drawing review, prototyping, fabrication coordination, and repeat production.
Our material range includes stainless steel 304 / 316, low carbon steel, galvanized steel, aluminum, copper, and brass. Our manufacturing capabilities include laser cutting, bending, stamping, welding, CNC machining, surface finishing, assembly, packaging, and shipment support.
We are certified to ISO 9001 and RoHS. For projects involving precision tubing or related custom metal parts, we can support technical review and production planning according to project requirements.
