Introduction: A Common Alloy with Complex Realities
Aluminium alloys like 6061 are widely used in industrial fabrication for their strength-to-weight ratio and corrosion resistance. Among them, 6061 aluminum is often favored by manufacturers and wholesale buyers for its machinability and moderate strength. However, when welding comes into play, especially with the 6061-T6 temper, questions surface around whether it performs reliably under heat.
For procurement professionals sourcing aluminum enclosures, brackets, or precision components, understanding the weldability of 6061 aluminum isn’t academic—it directly impacts consistency, cost per unit, and quality assurance in large-scale production. This article explores real challenges and proven solutions from a manufacturer’s perspective.
Why 6061-T6 Is Popular—And Where Welding Complicates Things
6061 aluminum alloy contains magnesium (~1%) and silicon (~0.6%) as primary elements, resulting in high machinability, decent corrosion resistance, and solid structural integrity. Its T6 temper offers yield strength over 240 MPa, ideal for load-bearing frames and precision enclosures.
But here’s where it gets complicated. The 6061 aluminum melting point is about 660°C, while its oxide layer melts at 2,000°C. This discrepancy can cause weld contamination if not properly cleaned. And more critically, T6 strength is lost during welding due to the softening of the heat-affected zone (HAZ).
Buyers evaluating mass production must factor in this temper loss. Welding in this alloy without compensation can result in up to a 40% strength drop in the joint area. The solution isn’t to avoid 6061—it’s to approach it with the right process controls.
Practical Welding Challenges for Procurement Teams to Understand
From a procurement standpoint, the concern isn’t whether 6061 is weldable. It’s about the consistency and post-weld performance across thousands of units. Here’s what makes this alloy uniquely sensitive:
Hot cracking risk due to copper and wide solidification ranges.
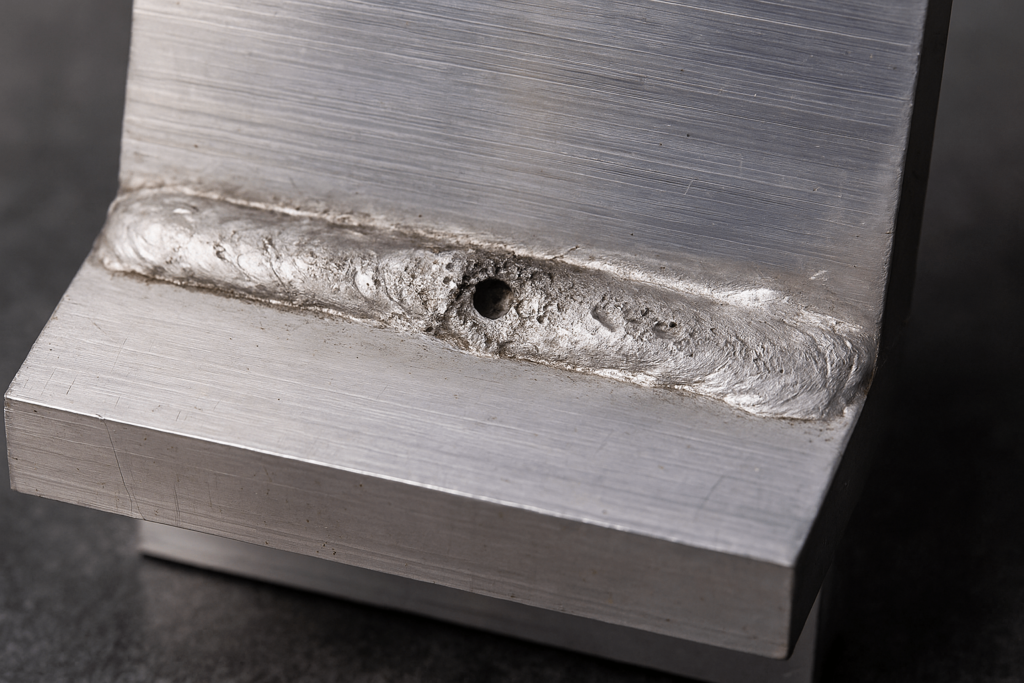
High porosity potential from hydrogen absorption in contaminated environments.
Post-weld microstructure shifts, especially affecting strength and hardness.
To address these, welding shops must apply strict shielding gas control, filler metal matching, and cleaning standards. Without this discipline, bulk production will suffer from inconsistent welds, poor visual appearance, and costly rework.
Choosing the Right Filler Metals for Repeatable Results
For 6061, the two main filler metals—ER4043 and ER5356—offer trade-offs in strength, finish, and crack resistance.
Filler Metal
Composition
Best Use Case
ER4043
~5% Silicon
Lower cracking, smoother appearance
ER5356
~5% Magnesium
Higher strength, corrosion resistance
At YISHANG, our project experience has shown that using ER5356 in structural assemblies yields 20–25% better fatigue resistance compared to ER4043. However, for display enclosures or decorative finishes, 4043 is preferred due to its smooth flow and reduced spatter.
Wholesale buyers focused on minimizing rework and increasing throughput should ensure that filler selection aligns with part function. We recommend discussing filler compatibility early in the RFQ phase.
While both MIG and TIG processes work for 6061 aluminium alloy, TIG remains the standard for precision and cosmetic welds. MIG, especially with pulsing capability, enables faster cycle times. That’s essential in high-volume production.
For clients requiring over 1,000 welded parts/month, our use of pulse MIG welding with custom waveforms allows us to maintain bead consistency while minimizing heat input. This reduces the distortion common in large flat panels.
Procurement decision-makers should understand that weld process choice affects not only appearance but also throughput speed, fixture cost, and post-weld cleaning effort. These all influence cost per unit.
Shielding Gas and Heat Control: Not Just Technicalities
Shielding gases like 99.996% pure argon or argon-helium blends play a key role in clean, strong welds. Gas flow, nozzle angle, and ambient airflow must be tightly controlled. Inconsistent shielding leads to porosity, weak welds, and post-process failure.
Helium increases penetration and travel speed, which is useful in thicker cross-sections. However, it also raises arc voltage and equipment demand. Our lab trials show a 12% improvement in fusion when switching from pure argon to a 75/25 Ar-He mix for 8mm plate.
These variables may seem technical, but for buyers seeking repeatability across thousands of components, they are pivotal.
Also consider preheating thick parts (above 6mm) to 150–200°C. This minimizes thermal stress, reduces cracking risk, and keeps bead geometry consistent.
Post-Weld Performance: The Often Overlooked Weak Link
Most 6061 parts are specified in T6 for strength. Yet after welding, the HAZ loses that temper. What’s left is closer to 6061-O, a much softer version.
Buyers sourcing for structural applications—such as battery enclosures or vehicle brackets—should plan for strength compensation. Options include post-weld solution heat treatment, adding gussets, or increasing wall thickness.
Our internal data shows that untreated 6061-T6 joints experience 35–40% drop in tensile strength. For applications where full T6 strength is critical, we offer in-house thermal recovery cycles—a rare capability among mid-size aluminum suppliers.
Welding a prototype is easy. Scaling it to 10,000 units with consistent quality is another story. Buyers need to evaluate a supplier’s quality assurance depth:
In-line gas purity monitors
Certified welders and documented parameter sheets
NDT options (X-ray, ultrasonic, dye penetrant)
At YISHANG, our aluminum programs include SPC charts for every production batch. During a recent 3-month run for an EV component supplier, we maintained a weld rejection rate under 1.2% across 4,800 assemblies.
YISHANG serves OEM buyers across Europe, North America, and the Middle East. For any RFQ involving aluminum 6061 material properties, be sure to ask how the supplier manages gas shielding variation, operator consistency, and post-weld inspection standards.
Overheating due to rushed MIG settings or low-cost machines
Example: A European vending OEM faced bead discoloration and cracking in visible areas. By reworking their joint prep method and shielding flow in collaboration with YISHANG, visual rejection rates dropped by 36%, saving ~$2.80/unit in repaint and rework costs.
These are operational realities that affect gross margin and delivery reliability. Don’t wait until PO placement—ask your supplier about these during qualification.
6061 is the right material when you need decent strength, light weight, and cost-effective machining. Its thermal conductivity helps avoid warping in many moderate-load applications.
But for high-vibration environments or pressure-critical welds, consider switching to 5083 aluminum or use hybrid joints. At YISHANG, we support design adaptation consulting before finalizing drawings.
Also, if you’re sourcing assemblies across borders (US/EU/Middle East), 6061’s availability, RoHS compliance, and global processing familiarity make it easier to qualify vendors.
FAQs: What Our Buyers Commonly Ask
Q1: What’s the melting point of 6061 aluminum in welding? The base metal melts at ~660°C, but its oxide layer exceeds 2,000°C—proper cleaning is essential.
Q2: Is 6061 the same as aluminium alloys 6061 used in Europe? Yes—”aluminum” and “aluminium” are regional spellings. 6061 is also known as aluminio 6061 in Latin markets.
Q3: Does YISHANG support small-batch prototyping with 6061? Yes, with tooling reuse plans available to reduce NRE costs when scaling later.
Conclusion: Welding 6061 Successfully Is About Control, Not Compromise
6061 aluminum is weldable—but precision is key. Its popularity in global manufacturing is not without reason, but so are its welding sensitivities. For procurement teams managing cost, consistency, and delivery timelines, knowing how your supplier handles these risks is just as critical as price per unit.
With the right filler, shielding gas, and post-weld plan, 6061 aluminium alloy can perform exceptionally well—even in high-volume runs.
If you have any questions or need a quote, please send us a message. One of our specialists will get back to you within 24 hours and help you select the correct valve for your needs.