
A buyer can send one RFQ for a laithe machine cover set and still receive three very different quotations. The drawings may show the main dimensions, hole positions, bends, and weld locations. The finish note may only say “black powder coating, good surface.” That short note looks harmless until the first batch arrives.
The parts may fit the drawing before coating, yet fail during assembly. Mounting holes drag on screws. Door edges show rack marks. A control cabinet front has a different gloss than the side panels. A welded frame shows grinder shadows under the coating. The buyer rejects the batch, while the supplier argues that the quoted finish matched the RFQ.
This article focuses on one procurement risk: finish and acceptance ambiguity inside the RFQ. That risk does not stay in the coating room. It changes quotation basis, surface preparation, masking labor, tolerance decisions, packing cost, prototype approval, and batch repeatability. For laithe machine guards, metal enclosures, brackets, frames, and welded assemblies, buyers need to define the finish standard before they compare unit prices.
Where Finish Acceptance Assumptions Enter the RFQ
Most finish disputes start before any sheet metal part reaches production. The buyer may know which faces operators will see, where hands will touch the cover, and which holes must remain clean after coating. The supplier sees a flat drawing, a material callout, and a short finish note. If the RFQ does not explain the use case, the supplier must fill the gaps.
Those gaps create different quote assumptions. One fabricator may include visible-face grinding, careful handling, masking, gloss control, and individual packing. Another may quote industrial powder coating with normal rack marks on hidden edges. Both quotes may look valid because both suppliers responded to the same incomplete RFQ.
The price gap may hide an acceptance gap
A low quote often removes labor that the buyer expected but never specified. Extra deburring, weld blending, masking tape, plug protection, post-coating gauges, and foam separators all cost money. When the RFQ does not list them, suppliers decide whether to include them. This makes price comparison risky.
For example, a purchasing team requests powder coated side covers for a laithe machine enclosure. The cover drawing shows bends and hole locations, but it does not mark the front face. Supplier A assumes the entire outer panel needs cosmetic control. Supplier B treats only corrosion protection as important. Supplier B wins on price. Later, the buyer rejects visible handling marks. The rejection did not begin with poor coating. It began with an unclear quotation basis.
Material choice also interacts with this risk. Mild steel, galvanized steel, aluminum, and stainless steel each behave differently during cutting, bending, welding, and finishing. A drawing that says only “sheet metal, black coating” leaves the supplier to choose preparation methods. That choice affects cost, lead time, and surface consistency.
Unmarked Cosmetic Zones Turn Inspection Into a Negotiation
Buyers often inspect finished sheet metal parts by how the assembly looks. Suppliers usually inspect against the drawing and purchase order. If the drawing never separates cosmetic and non-cosmetic areas, both sides may defend different standards after the batch ships.
A laithe machine cover may have one large operator-facing surface, two hidden returns, and several internal brackets. The visible face may need a clean powder coat with no hook marks. The returns may only need corrosion protection. If the RFQ applies “good surface” to the whole part, the supplier cannot know where appearance matters most.
Cosmetic control should follow the assembled view
Mark A-surfaces on front panels, cabinet doors, exposed guards, and visible side covers. Mark B-surfaces where minor handling marks can be accepted. Mark hidden flanges, internal returns, and allowed hanging zones. These notes do not make the drawing complicated. They prevent the supplier from pricing the wrong finish level.
Inspection language should also stay practical. “No defects” creates conflict because it has no measurable boundary. A better note defines viewing distance, lighting, and rejection points. For example: “A-surface: no exposed metal, no scratches through coating, no hook marks on the front face; inspect at 600 mm under normal workshop lighting.” This gives production and quality teams the same target.
Consider a control cabinet door for a machine line. The supplier hangs the door from the top edge because that position improves coating coverage. Small hook marks remain after curing. The buyer sees those marks every time the operator opens the cabinet. The supplier sees normal hanging contact. If the RFQ had shown an allowed hanging area on the inside flange, the dispute could have been avoided before quoting.
Brush direction creates the same risk on stainless parts. A brushed stainless trim panel may look acceptable alone. After assembly beside another panel, the grain direction mismatch becomes obvious. If the drawing does not define grain direction, the fabricator may choose the most efficient sheet layout. That may reduce scrap but increase cosmetic rejection risk.
Coating Build-Up Can Change Fit Even When Dimensions Are Correct
Finish ambiguity also creates assembly risk. Buyers may focus on external appearance, but coating thickness affects holes, slots, hinges, grounding points, gasket seats, and mating flanges. A part can pass dimensional inspection before coating and still fail after coating.
Powder coating adds thickness to each surface. That extra build may not matter on a broad cover face. It can matter around tight mounting holes, countersinks, PEM hardware, threaded inserts, latch areas, and sliding contact points. If the supplier quotes without masking or after-finish gauging, the final part may need rework on the assembly floor.
Masking decisions belong in the RFQ
Not every hole needs masking. Over-masking increases labor, unit cost, and lead time. The buyer should identify the functional areas where coating would cause trouble. Threads, grounding pads, hinge seats, latch interfaces, gasket contact areas, and tight slotted holes deserve early attention.
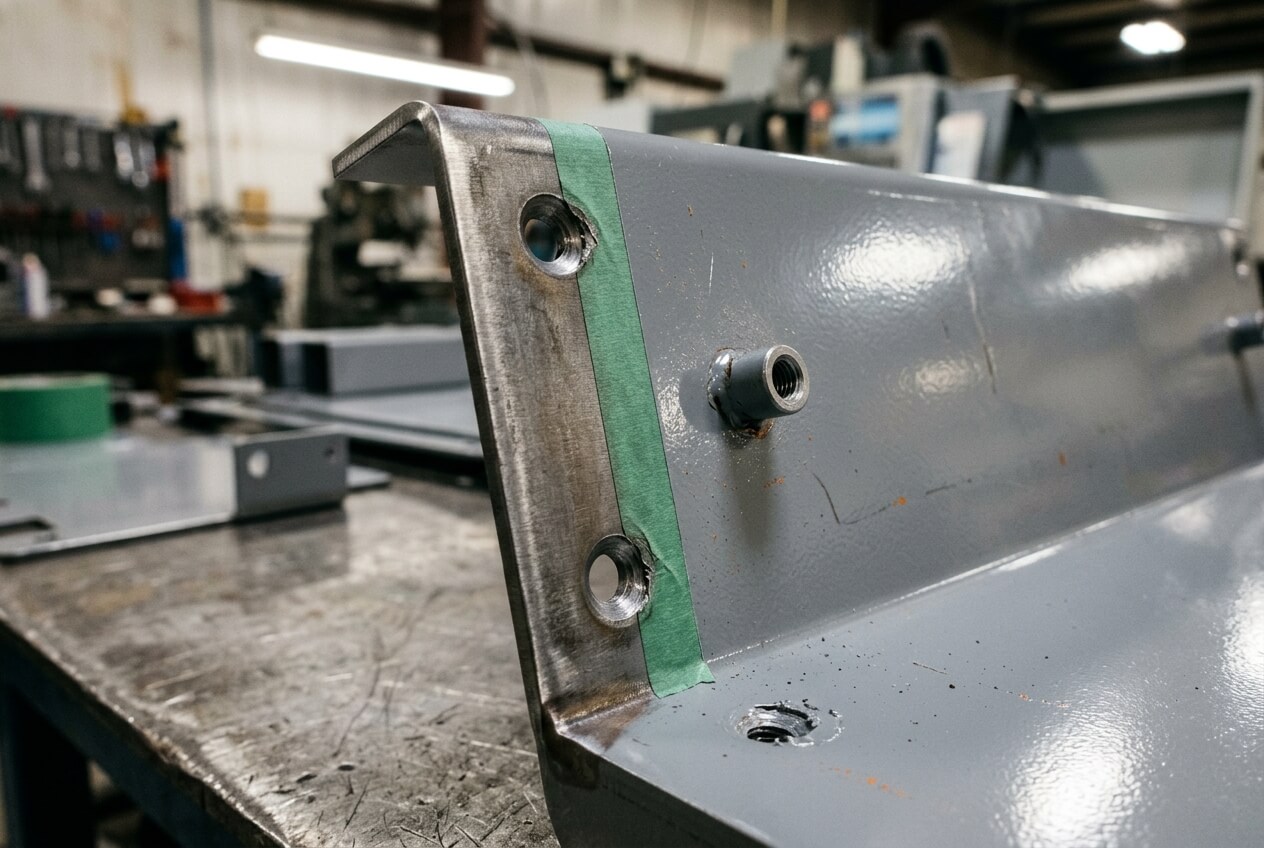
A realistic example is a set of bent brackets installed inside a laithe machine safety enclosure. The brackets use slotted holes for field adjustment. The RFQ requests powder coating but does not mention slot clearance after coating. During batch assembly, bolts bind inside the slots. Operators scrape the coating by hand and expose bare metal. The supplier met the drawing, but the drawing did not protect the function.
Another example involves a welded electrical cabinet. The door must close flush against a gasket. Coating builds on the hinge mounting face and latch contact area. The door sits proud, and the buyer suspects poor fabrication tolerance. In reality, the hinge face needed a masking boundary or a tolerance note that accounted for coating thickness.
Buyers should also define the inspection stage. Will the supplier inspect critical holes before coating, after coating, or both? Should thread gauges run after finishing? Should a grounding point remain bare? These questions affect quotation. They also affect whether the first article reflects actual assembly conditions.

Prototype Approval Does Not Prove Batch Repeatability
A clean prototype can mislead buyers. Prototype parts often receive extra attention. A technician may choose the best hanging point, hand-polish a visible weld, or wrap one panel more carefully than a batch packer would. If the approval record only says “sample approved,” production has little guidance.
Batch work introduces different risks. More parts move through cutting, bending, welding, grinding, cleaning, coating, curing, inspection, and packing. Operators use racks. Panels touch fixtures. Large doors move through more hands. Small gloss differences become obvious when machine covers sit side by side.
Same-as-sample needs supporting details
“Same as approved sample” works only when both sides record what made the sample acceptable. The buyer should confirm powder code, gloss or texture range, coating thickness, visible surfaces, hanging zones, masking rules, and packing method. Prototype comments should also mention any accepted marks or rejected areas.
A welded frame for a metal equipment housing shows this problem clearly. During prototype production, the supplier spends extra time blending welds on the front corners. The buyer approves the frame after coating. In batch production, the supplier follows the quoted labor level, and faint weld lines remain visible. The buyer compares the batch to the prototype. The supplier compares the batch to the RFQ. The missing link is a documented surface-preparation standard.
First-article inspection should include finish and fit, not only dimensions. For laithe machine covers, a first article may need assembly checks with hinges, gaskets, brackets, fasteners, and mating panels. If coating thickness changes hole clearance or door alignment, the problem should appear before full batch release.
Yishang can review prototype feedback more effectively when buyers share the assembly role of each part. Photos of the installed cover, cabinet, bracket, or welded assembly often explain cosmetic priorities faster than a long email. They also help the fabricator separate appearance concerns from functional fit risks.
What Buyers Should Lock Before Comparing Laithe Machine Fabrication Quotes
Buyers do not need an oversized specification package for every bracket. They do need enough information to stop suppliers from quoting different finish standards. The goal is not to demand the highest cosmetic level everywhere. The goal is to match finish control to real assembly and acceptance risk.
Start with the drawing. Mark visible surfaces, hidden faces, hanging zones, masked areas, and post-finish critical dimensions. Add material requirements and thickness. State the finish type, color reference, gloss or texture, and coating thickness range when those details affect appearance or fit. If stainless parts require a brushed surface, define grain direction.
Next, connect tolerance notes to finish. A tight hole, hinge interface, or gasket seat may need inspection after coating. A loose clearance hole may not. This distinction reduces unnecessary cost while protecting the areas that can stop assembly.
Then define packing based on the handling chain. Finished sheet metal parts can pass coating inspection and still arrive with corner chips or rub marks. Large powder coated doors, brushed panels, and glossy covers may need separators, edge protection, or individual wrapping. Overseas shipments may need stronger carton or crate rules because parts move several times before assembly.
Supplier communication should happen before the purchase order, not after a rejection. Ask each supplier to state quote assumptions for surface preparation, masking, inspection, and packing. If one quote excludes those items, the low price may not be comparable. If lead time changes because of masking, special powder, or batch packing, clarify that before approval.
For custom sheet metal fabrication, Yishang can review drawings, finish notes, tolerance risks, and assembly conditions before pricing. That review should focus on what the RFQ must define, not on adding cost everywhere. Clear notes help both sides avoid disputes over what “acceptable” meant.
Practical next step: If your laithe machine project includes metal enclosures, covers, brackets, frames, welded assemblies, or finished sheet metal parts, send Yishang your drawings, material requirements, quantities, tolerances, finish expectations, assembly notes, and prototype comments. Include photos that show visible faces and mating parts. The RFQ review can then address coating build-up, cosmetic zones, masking boundaries, packing protection, and batch repeatability before the quotation is finalized. Visit Yishang to start the drawing review.
Frequently Asked Questions
Why does a short powder coating note create procurement risk for laithe machine parts?
A short note leaves suppliers to guess the surface preparation, cosmetic level, masking, coating thickness, and packing method. Each supplier may price a different standard. The buyer may then compare unit prices that do not cover the same acceptance requirements.
How should buyers mark cosmetic surfaces on sheet metal covers?
Mark the operator-facing surfaces, exposed cabinet doors, visible side panels, and any areas seen after assembly. Also mark hidden returns and allowed hanging zones. This helps the supplier quote the right finishing labor and inspect the part against the assembled use.
Which features need masking before powder coating?
Threads, grounding points, hinge seats, latch interfaces, gasket contact areas, tight holes, and slotted adjustment features often need masking or after-finish checks. Buyers should identify these areas on the drawing instead of assuming the supplier will know their function.
Can a prototype approval prevent batch finish problems?
Only if the approval records the details that made the prototype acceptable. Record the powder code, gloss or texture, coating thickness, cosmetic zones, hanging points, masking rules, and packing method. A simple “approved sample” note may not control batch production.
How does finish ambiguity affect assembly fit?
Coating adds thickness around holes, slots, hinges, mating flanges, and gasket seats. If the RFQ does not define masking or post-finish inspection, parts may meet dimensions before coating but bind during final assembly.
What information should be sent with an RFQ for finished sheet metal parts?
Send drawings, material grades, quantities, tolerances, finish expectations, visible-surface notes, masking requirements, packing needs, and assembly context. Photos of the installed part or prototype comments also help the supplier identify acceptance risks before quoting.
