
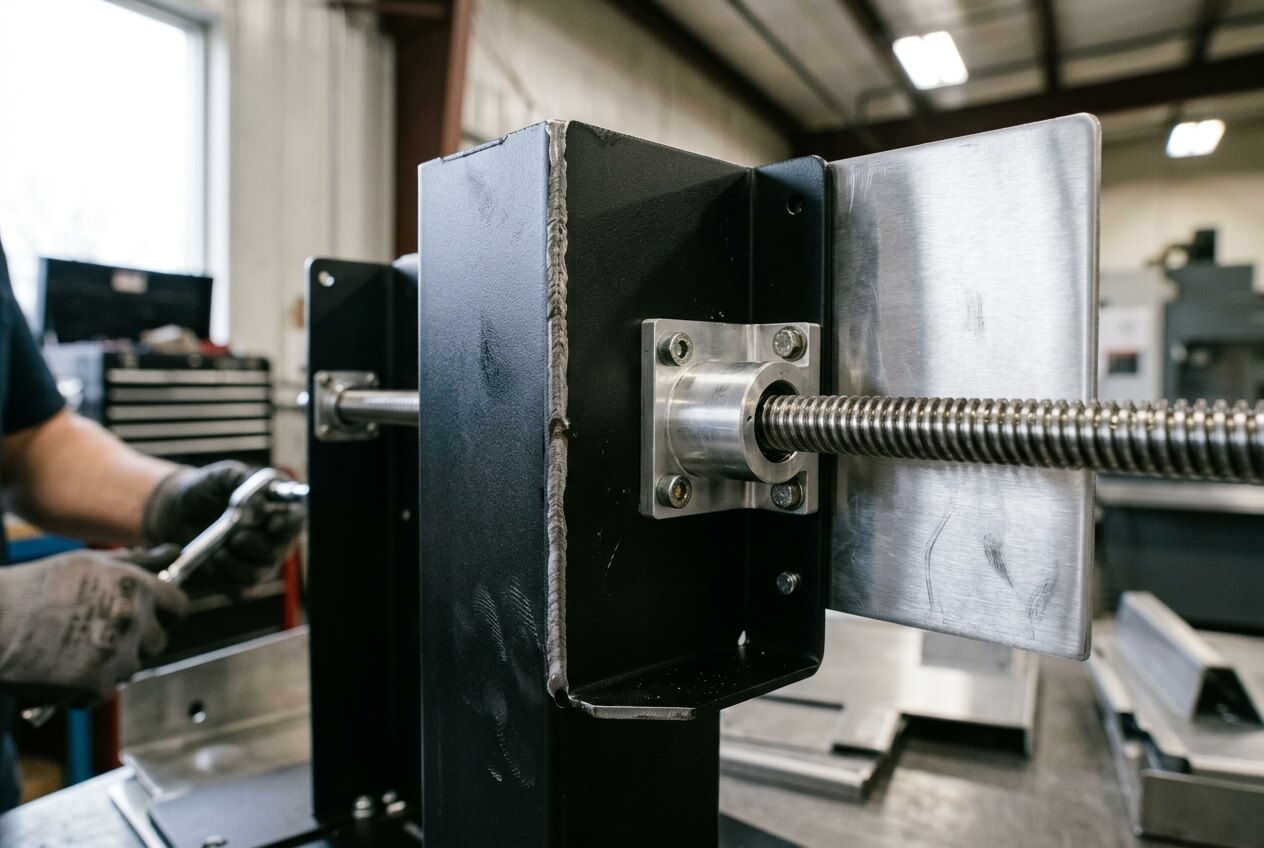
An OEM buyer may send an RFQ for a compact lifting enclosure and assume the motion design already sits outside the fabrication quote. The lead screws, motor, bearings, nut, and guide rails appear on the mechanical layout. The sheet metal package shows a bent frame, bearing brackets, access panels, and a powder-coated housing. Three suppliers quote the same files, yet the price gap looks hard to explain.
The risk usually starts with one missing distinction. The drawings do not say which fabricated features control the screw axis. A supplier then quotes the work as normal sheet metal fabrication, not as a motion-support structure. That assumption can reduce the unit price, but it can also create binding, noise, premature nut wear, or repeated assembly adjustment.
This article focuses on one procurement risk: RFQ ambiguity around alignment-critical sheet metal. Lead screws can perform correctly on paper and still fail in the finished assembly if brackets, welded frames, coating, and inspection points do not support the required axis.
When the RFQ Hides Which Metal Features Locate the Lead Screws
Many buyers separate the purchase into two mental categories. They treat lead screws as precision components and sheet metal parts as covers, guards, or cabinets. That split works only when the enclosure does not locate the mechanism. It fails when the bearing block, motor plate, nut bracket, or guide rail mounts bolt directly to bent or welded metal parts.
A drawing may show hole sizes, bend lines, material thickness, and finish color. It may still hide the most important procurement detail: which holes and faces control motion. Without that information, one supplier may apply normal fabrication tolerances. Another may price tighter hole position checks, welding fixtures, masking, or post-finish reaming. The quotes no longer describe the same product risk.
A small enclosure example
Consider a laboratory instrument with a small vertical adjustment table. The internal lead screw mounts to a bent motor bracket at the bottom and a bearing plate near the top. The outer cover needs clean powder coating, but the internal plates control travel smoothness. If the RFQ treats every part as a cosmetic enclosure component, the quote may exclude bearing-face flatness checks and coating control around the mounting holes.
The consequence appears later. Assembly workers force the bearing into place, the screw runs slightly off-axis, and the nut bracket drags at one end of travel. The buyer sees a motion defect, but the supplier followed the quoted assumptions. The missing RFQ note created the failure path.
Buyers should mark motion-critical features before price comparison. These include fixed bearing holes, floating bearing holes, motor mount holes, nut carrier holes, guide rail holes, and any face that sets the screw axis. Non-critical cover holes can keep standard fabrication tolerance. That separation protects cost while reducing alignment risk.
Why Quote Gaps Often Come from Different Alignment Assumptions
A low quote can look attractive because the drawing package appears complete. The supplier sees laser cutting, bending, welding, hardware insertion, and powder coating. Nothing on the RFQ tells them that two holes control the lead screw centerline. They price the job as an enclosure or bracket package. Another supplier asks questions and adds inspection time. Procurement may then compare a controlled quote against an uncontrolled quote.
The price difference often comes from operations that buyers do not see in a simple line-item quote. A motion-support bracket may need tighter positional tolerance, controlled bend angle, a fixture during welding, or a secondary drilling operation after welding. A frame that supports two parallel lead screws may need a check for rail spacing and bearing alignment, not only outside length and width.
Cost and lead time are tied to risk control
Alignment controls add cost because they add labor, fixtures, inspection, or slower processing. They can also add lead time when the supplier must build a welding fixture, create an inspection template, or run a first-article assembly check. These steps may look optional until a batch reaches final assembly and fails travel testing.
A realistic example is a motorized retail display rack. Two lead screws raise a shelf inside a welded sheet metal frame. The drawing calls out frame dimensions but does not define guide rail parallelism or bearing bracket position after welding. One supplier quotes the frame as a standard weldment. Another includes fixture welding and a post-weld inspection report. The second quote costs more because it includes the work needed to keep both screws from fighting each other.
Before rejecting the higher quote, buyers should ask each supplier what they assumed. Did they include post-weld checks? Did they quote hole accuracy before or after finishing? Did they assume slots provide adjustment? Did they include masking at bearing pads? Clear answers often explain the price gap better than a general claim of higher quality.
Finish and Tolerance Notes Can Create or Remove Assembly Rework
RFQ ambiguity does not stop at hole position. It also affects tolerance and finish decisions around lead screws. Powder coating, plating, polishing, and deburring can change fit at the exact locations where the mechanism needs consistency. If the drawing only says “powder coat black,” the supplier may coat every exposed surface. That works for a cover. It can cause trouble around bearing seats, rail pads, threads, and close-clearance slots.
Powder coating often adds enough thickness to change assembly feel. A hole that accepted a screw before finishing may become tight after coating. A bearing block may sit on an uneven coated surface instead of a flat metal pad. A tapped hole may need cleaning before fasteners start correctly. Each issue seems small, but lead screws reveal small errors through noise, load variation, and uneven travel.
Not every tolerance should become tight
Procurement teams sometimes react by tightening the whole drawing. That approach drives cost and may slow production without solving the real problem. A better RFQ separates functional dimensions from normal fabrication dimensions. The bearing axis, guide rail spacing, motor location, and nut carrier path may need clearer control. Cosmetic edges, cover holes, and non-locating flanges usually do not.
The same logic applies to material and thickness. A thicker bracket may reduce flex, but it can increase bend force, springback, and cost. Stainless steel may improve corrosion resistance, but it can complicate forming and flatness. Aluminum may reduce weight, yet it may need ribs, larger bend radii, or extra support around load points. The RFQ should connect material requirements to the function of the fabricated part, not only to price or appearance.
For alignment-sensitive sheet metal parts, useful notes are short and direct. State whether hole dimensions apply before or after finishing. Identify surfaces that need masking or metal-to-metal contact. Define which slots allow adjustment and which holes locate the final position. Suppliers can then quote the actual fabrication route instead of guessing.

Prototype Approval Can Hide Manual Fixes That Batch Production Will Not Repeat
A smooth prototype does not always prove that the production quote controls lead screw alignment. During sample build, technicians often make small fixes. They may open a hole, scrape coating from a bearing face, add a shim, bend a bracket by hand, or tighten fasteners in a special order. The prototype then passes a travel test, but the drawing and quote still lack those corrections.
Batch production follows documented requirements. If the RFQ never captured the prototype adjustments, the next lot may not repeat them. This creates a familiar procurement problem. The buyer approved a working sample. The supplier produced to the approved drawings. Final assembly then finds binding, rattling, uneven load, or inconsistent travel speed.
Batch risk grows when several parts share the axis
The risk increases when several fabricated parts jointly define the motion path. A motor plate may meet its own tolerance. A top bearing bracket may also pass inspection. A welded cross member may fall within the overall frame size. Together, however, these parts can place the screw, nut, and guide rail out of line.
Buyers should ask direct questions before sample approval. Did anyone enlarge holes? Did workers remove finish from mating faces? Did they use shims or clamps during assembly? Did the supplier change bend order, welding sequence, or hardware position? Those answers should feed back into the drawing, inspection plan, or assembly instruction.
Yishang reviews fabricated enclosures, brackets, frames, and welded assemblies for these practical risks when buyers share the screw layout and assembly context. That review can help separate normal sheet metal variation from features that need control for motion.
Assembly-level checks also help. A full-stroke travel test, a guide rail spacing check, and a bearing-to-bearing alignment check can reveal issues that single-part inspection misses. These checks should appear in the RFQ when the fabricated structure controls the lead screws.
What to Clarify Before Comparing Lead Screw Fabrication Quotes
Buyers do not need to turn every enclosure into a precision machined frame. They need to align suppliers on the same motion assumptions before comparing price, lead time, and capacity. The RFQ should show which sheet metal parts only cover the mechanism and which parts locate or carry it.
Start with the motion layout. Share screw orientation, stroke, load direction, guide rail positions, bearing locations, motor location, and nut bracket function. Add expected duty cycle if the mechanism will move often. A low-speed manual adjustment inside a display cabinet needs different controls than a motorized lift cycling many times per day.
Next, define the critical fabricated features. Mark holes and faces that locate bearings, rails, motors, and nut carriers. Clarify datums for these dimensions. State where normal fabrication tolerance remains acceptable. This prevents over-tolerancing the entire cabinet while still protecting the motion path.
Then address finish at the mechanism interfaces. Define masking, thread protection, coating allowance, and post-finish hole requirements where needed. If slots provide adjustment, explain the final locking and inspection method. If a welded frame supports the axis, ask for fixture control or post-weld verification where the risk justifies it.
Supplier communication should happen before quote comparison, not after a failed batch. Ask each supplier to list assumptions about tolerances, finishing, welding sequence, inspection, and prototype fitting. The lowest quote may still be the right quote if the design includes enough adjustment. It becomes risky when it excludes controls the assembly actually needs.
If your lead screws mount to bent brackets, welded frames, powder-coated enclosures, cabinets, or custom sheet metal parts, send Yishang your drawings, screw layout, material requirements, quantities, critical tolerances, finish expectations, and prototype notes. Include photos or assembly sketches where available. The quotation can then reflect bearing position, guide rail spacing, coating clearance, assembly fit, and batch repeatability before production starts.
Frequently Asked Questions
Why can lead screws fail even when the purchased screw is correct?
The screw may meet its own specification, but the fabricated structure may place the bearings, motor, nut, or guide rails out of alignment. Bent brackets, welded frames, coating build-up, and unclear hole tolerances can all force the screw to run off-axis.
Which sheet metal features should an RFQ mark as motion-critical?
Mark fixed bearing holes, floating bearing holes, motor mount holes, nut carrier holes, guide rail holes, and flat faces that support those components. Also identify the datums used to measure them so suppliers do not treat them like ordinary cover holes.
How does powder coating affect lead screw assembly fit?
Powder coating adds thickness around holes, threads, slots, and bearing pads. That build-up can tighten clearances or prevent flat seating. Buyers should define masking, thread protection, or post-coating hole requirements near the moving mechanism.
Are slots a good way to manage sheet metal variation?
Slots can help when the assembly process controls the final position. They become risky when the drawing expects a slot to locate the axis precisely. Define the adjustment sequence, locking method, and inspection point for repeatable batch assembly.
What prototype information should buyers capture before batch release?
Record any hole enlargement, coating removal, shimming, hand bending, special tightening order, or fixture use. If workers made the prototype smooth through undocumented fitting, batch production may not repeat the same alignment.
What should buyers send for an alignment-sensitive sheet metal quote?
Send drawings, 3D files if available, material requirements, order quantity, critical tolerances, finish expectations, screw layout, stroke, load direction, and prototype comments. This helps Yishang quote the fabrication route around the real motion risk.
