
1. Executive Summary: The Economics of Precision Manufacturing
For purchasing managers, OEM sourcing teams, and wholesale buyers, metal stamping is not only a production method. It is often a cost decision that affects tooling investment, unit price, delivery stability, and long-term product quality.
When the annual volume is high enough and the design is stable, sheet metal stamping can turn flat metal into brackets, frames, clips, terminals, enclosures, and other custom metal parts at a very competitive unit cost. The process can also improve repeatability, reduce manual variation, and support large-volume production across multiple shipments.
However, stamping is not automatically the right answer for every project. Buyers need to understand tooling cost, material behavior, tolerance limits, production volume, surface finishing, and inspection requirements before choosing between laser cutting, bending, CNC machining, or stamping.
Yishang Metal Products Co., Ltd. has 26+ years of experience in custom sheet metal fabrication, metal stamping, welding, CNC machining, surface treatment, assembly, and export packaging. As an ISO 9001 and RoHS certified metal products manufacturer in China, Yishang supports OEM and ODM buyers who need custom metal parts for automotive, electronics, hardware, construction, medical equipment, vending machines, energy storage, advertising equipment, and other industrial applications.

What Is Metal Stamping in Manufacturing?
Metal stamping, also called metal pressing or sheet metal pressing, is a manufacturing process that uses a press and a custom die to cut, bend, pierce, draw, emboss, or form flat sheet metal into a required shape.
The process is widely used when buyers need consistent parts in medium to high volumes. Once the tooling is built and approved, stamping can produce parts quickly and repeatedly, which makes it suitable for stamped steel brackets, clips, terminals, frames, covers, enclosures, mounting plates, and other OEM metal components.
For buyers, the main advantage is not only speed. It is the ability to control cost and quality over repeated orders.
Step-by-Step: The Sheet Metal Stamping Process
A clear sheet metal stamping process helps buyers understand where cost, lead time, and quality risks appear. Most custom stamping projects follow seven practical stages.
Step 1: Product & Tooling Design
The project starts with drawings, 3D files, tolerance requirements, functional needs, and expected order volume. At this stage, the supplier reviews bend radii, hole spacing, material thickness, forming direction, burr direction, and tooling feasibility. A good design review can reduce tooling changes later.
Step 2: Material Selection
Material choice affects forming performance, tool wear, corrosion resistance, surface finish, and final cost. Common options include stainless steel 304/316, low carbon steel, galvanized steel, aluminum, red copper, and brass. The best material is not always the strongest one; it is the one that matches the part function, environment, budget, and stamping behavior.
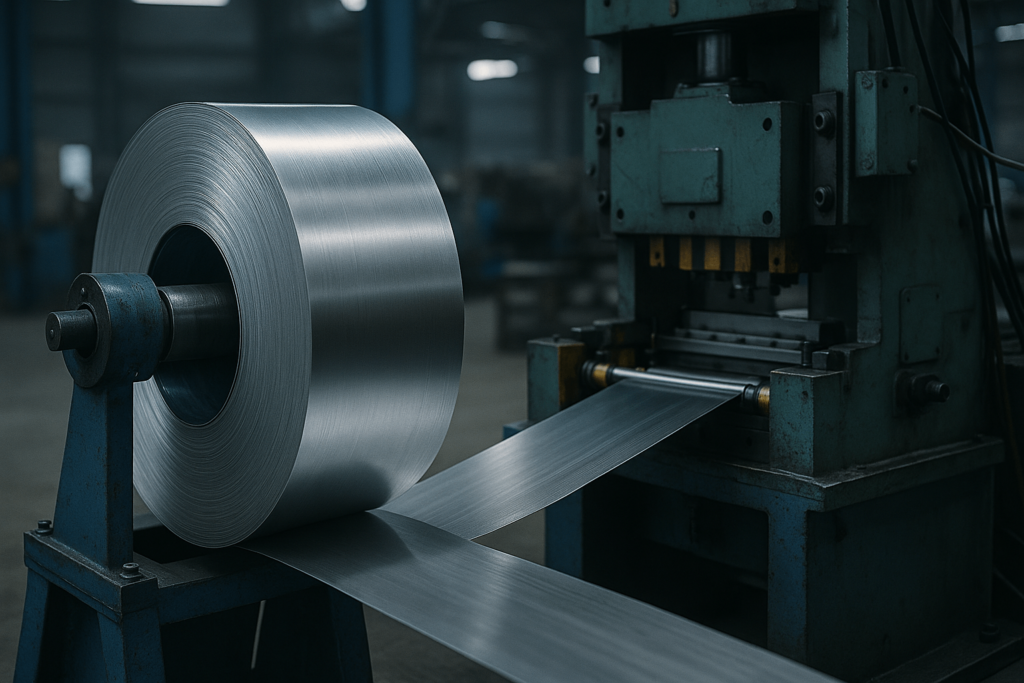
Step 3: Blanking / Coil Feeding
For high-volume stamping, sheet metal is usually fed from a coil into the press. Blanking cuts the flat outline, while piercing creates holes or openings. Coil feeding improves speed and consistency, especially for repeat orders.
Step 4: Forming
The die forms the metal through bending, flanging, drawing, coining, embossing, or other operations. This is where the part gains its final geometry. Forming must account for springback, material flow, grain direction, and the risk of cracking.
Step 5: Trimming & Secondary Operations
After forming, the part may require trimming, deburring, tapping, welding, riveting, spot welding, or other secondary operations. These steps are important when stamped parts become part of a larger metal assembly.
Step 6: Surface Finishing
Surface treatment depends on material and application. Options may include powder coating, polishing, brushing, plating, galvanizing, passivation, anodizing for aluminum, or other finishes. For export orders, finishing requirements should be confirmed before production to avoid appearance disputes.
Step 7: Inspection, QA, and Packaging
Finished stamped parts are checked for dimensions, hole positions, surface quality, burrs, deformation, coating quality, and packing condition. For OEM buyers, proper packaging is part of quality control because stamped parts can still be damaged during international shipment.
The Physics of “Cold Working”: Why It Matters for Your ROI
Metal stamping is usually a cold working process. The sheet metal is formed at room temperature or below its recrystallization temperature. This changes how the material behaves.
For buyers, cold working is not just a technical detail. It affects strength, stiffness, springback, tool design, and whether the finished stamped part will stay within tolerance after forming. Understanding this helps avoid unrealistic drawings, unnecessary tooling changes, and repeated sample revisions.
A supplier with real stamping experience should be able to explain how the selected material will behave in the die, not just quote a price from the drawing.
Work Hardening: Getting More Strength for Less Cost
During stamping, plastic deformation can increase the strength of the formed area. This is called work hardening. In some cases, it allows buyers to use a thinner gauge while still meeting stiffness or strength requirements.
For example, a formed bracket may be stronger than a flat sheet of the same material because the bends, ribs, or embosses improve rigidity. This can help reduce raw material cost and shipping weight, especially for automotive, appliance, hardware, and equipment projects.
However, work hardening also has limits. If the material is pushed too far, cracks may appear at bends, corners, or drawn areas. This is why material grade, thickness, bend radius, and forming depth must be reviewed together.
The Springback Variable
After forming, metal tends to recover slightly toward its original shape. This is called springback. Stainless steel and high-strength materials often show more springback than mild steel or softer metals.
Springback affects bend angles, flatness, assembly fit, and inspection results. A 90-degree part on the drawing may require the die to over-bend slightly so the final part relaxes into the correct angle.
For buyers, this means tight tolerances should be assigned carefully. If every feature is given an unnecessarily strict tolerance, tooling cost and inspection cost may rise without improving the real function of the part.
The “Make or Buy” Decision: Laser Cutting vs. Metal Stamping
One of the most practical questions in sheet metal sourcing is whether a part should be laser cut or stamped. Both processes are useful, but they fit different stages of a product lifecycle.
Laser cutting is flexible and does not require expensive stamping dies. It is suitable for prototypes, trial orders, design changes, and low-volume production. Metal stamping requires tooling investment, but once the die is approved, it usually offers faster production and lower unit cost for medium to high volumes.
For OEM buyers, this decision should be based on quantity, design stability, tolerance requirements, material, future reorder plan, and total landed cost.
The 3,000–5,000 Unit Threshold
For many sheet metal parts, stamping becomes more attractive when demand reaches roughly 3,000 to 5,000 pieces or more. This is not a fixed rule, but it is a useful starting point for cost comparison.
Below this range, laser cutting and bending may be more economical because there is little or no tooling investment. Above this range, stamping can reduce unit cost because the press produces parts quickly after the die is built.
A practical way to decide:
- Under 3,000 pieces: laser cutting or simple forming is often better for flexibility.
- 3,000–5,000 pieces: compare both options and consider future reorders.
- Above 5,000 pieces: stamping often becomes more cost-effective for stable designs.
The Hybrid Strategy
Many OEM projects benefit from a hybrid approach. In the early stage, laser cutting and bending can be used for samples or small trial orders. This allows the buyer to test the product, adjust the design, and confirm market demand before investing in stamping tooling.
Once the design is stable and demand is clear, the project can move to stamping. This reduces risk because the buyer does not pay for expensive tooling before the product is proven.
For new product introduction, this approach is often safer than choosing stamping too early or staying with laser cutting too long.
Decoding the Process: Progressive vs. Transfer vs. Deep Draw
Metal stamping includes several different process types. Choosing the right one affects tooling cost, scrap rate, production speed, and part feasibility. The three common options buyers should understand are progressive die stamping, transfer die stamping, and deep drawing.
Progressive Die Stamping
Progressive die stamping uses a coil-fed strip that moves through several stations in one die. Each station performs one operation, such as piercing, bending, forming, or cutting. The part remains connected to the strip until the final station.
This process is best for small and medium-sized parts produced in large quantities, such as clips, terminals, connectors, brackets, and small hardware. It offers high speed and good repeatability, but the tooling is more complex and the initial investment is higher.
Buyers should ask about tool life, maintenance, expected scrap rate, and whether the part volume justifies progressive tooling.
Transfer Die Stamping
Transfer die stamping separates the blank early and moves it between stations using mechanical transfer systems. Because the part is no longer attached to a carrier strip, it can be repositioned between operations.
This process is useful for larger, deeper, or more complex stamped parts, including housings, structural components, frames, and parts with multi-directional forming. It is usually slower than progressive stamping, but it may reduce material waste and allow more flexible geometry.
Deep Drawing
Deep drawing forms flat sheet metal into deep, seamless shapes such as cups, housings, covers, containers, and cylindrical or box-shaped parts. The process requires careful control of material flow to avoid tearing, wrinkling, or excessive thinning.
When requesting deep drawn stamping parts, buyers should provide drawings, 3D files, material grade, thickness, target quantity, and application details. This allows the supplier to review draw depth, corner radius, lubrication, forming sequence, and whether multiple drawing steps are needed.
Material Selection: Balancing Cost and Performance
Material selection affects almost every part of a stamping project: tooling design, forming risk, corrosion resistance, surface finish, part strength, and final price. A cheaper material may become expensive if it causes cracking, coating problems, or poor service life.
Yishang supports common OEM metal materials such as stainless steel 304/316, low carbon steel, galvanized steel, aluminum, red copper, and brass. The right choice depends on the working environment, mechanical load, appearance requirement, conductivity, corrosion resistance, and budget.
Stainless Steel
304 stainless steel is commonly used for stamped parts that need corrosion resistance, durability, and a clean appearance. It is suitable for enclosures, appliances, hardware, brackets, equipment panels, and many industrial components.
316 stainless steel provides better corrosion resistance in salt, chemical, outdoor, or more demanding environments. However, it is usually more expensive and can increase forming difficulty or tool wear. Buyers should choose 316 when the environment truly requires it, rather than using it as a default upgrade.
Pre-Galvanized and Galvannealed Steel
Galvanized steel is often used when buyers need a balance between cost and corrosion resistance. It is common in cabinets, frames, brackets, HVAC parts, and indoor-outdoor metal products.
The coating behavior should be reviewed before production. Some coatings may be affected by bending, stamping friction, or deep forming. If the stamped part will later be painted or powder coated, the supplier should confirm surface compatibility and cleaning requirements.
Copper & Brass
Copper and brass are widely used for electrical, conductive, decorative, and precision hardware parts. Their good conductivity and appearance make them valuable, but their softer surface requires careful handling.
For copper and brass stamped parts, buyers should confirm burr control, surface scratches, packaging method, and whether plating or polishing is required. This is especially important for terminals, connectors, fittings, decorative parts, and visible hardware.
Design for Manufacturability: How to Lower Your Quote
Design for manufacturability, or DFM, is one of the easiest ways to reduce stamping cost before production begins. Small design adjustments can reduce tooling complexity, prevent cracking, improve forming stability, and shorten lead time.
A good stamping supplier should not only accept the drawing. They should review the design and point out cost-saving or risk-reducing changes before tooling starts.
Rule #1: Minimum Bend Radius
Sharp internal corners increase cracking risk and shorten tool life. As a general rule, the inside bend radius should be close to or larger than the material thickness when the part function allows it.
If the design requires a very tight radius, the supplier may need to adjust tooling material, lubrication, forming sequence, or material grade. These changes can increase cost, so they should be discussed early.
Rule #2: Hole-to-Edge Distance
Holes that are too close to an edge, bend, or formed area may deform during stamping. They can become oval, cracked, or difficult to assemble with fasteners.
A practical guideline is to keep hole-to-edge distance at least about two times the material thickness when possible. If the design cannot allow this, the supplier may suggest relief cuts, different forming steps, or secondary machining.
Rule #3: Tolerance Realism
Metal stamping can be very repeatable, but it is not necessary to apply tight tolerances to every feature. Critical dimensions should be controlled carefully, while non-critical dimensions can use practical general tolerances.
Overly tight tolerances may require additional inspection, secondary machining, or more complex tooling. For RFQs, buyers should mark which dimensions are function-critical and which are not. This helps the supplier quote more accurately and avoid unnecessary cost.
Quality Assurance: Beyond the Certificate
Certifications such as ISO 9001 and RoHS are important, but they are only the starting point. Real quality in metal stamping comes from process control, tooling maintenance, first article inspection, in-process checks, surface inspection, and proper packaging.
For buyers, the key question is not only whether the supplier has a certificate. It is whether they can keep the same part consistent from the first batch to later repeat orders.
First Article Inspection
Before mass production, the first stamped parts from a new tool should be checked against drawings and samples. This may include dimensions, hole locations, bend angles, flatness, surface condition, burr direction, and assembly fit.
First article inspection helps confirm that the die is producing acceptable parts before a full batch begins. For repeat OEM orders, approved samples and inspection records help maintain consistency.
Die Protection Systems
Tooling is a major investment in stamping. Die protection helps prevent tool damage, misfeeds, double hits, and production downtime.
Depending on the press and tooling, sensors or mechanical safeguards may be used to monitor feeding, part ejection, and abnormal conditions. Buyers should ask how the supplier protects tooling and handles tool maintenance over repeat orders.
Surface Finishing & Cleanliness
Surface finishing should be defined before production. Requirements may include powder coating, polishing, brushing, plating, passivation, galvanizing, anodizing, or cleaning.
Buyers should also clarify acceptable scratches, burrs, stains, color variation, coating thickness, and packaging protection. These details reduce quality disputes after delivery, especially for visible metal parts or export assemblies.
Applications & Stamping Examples
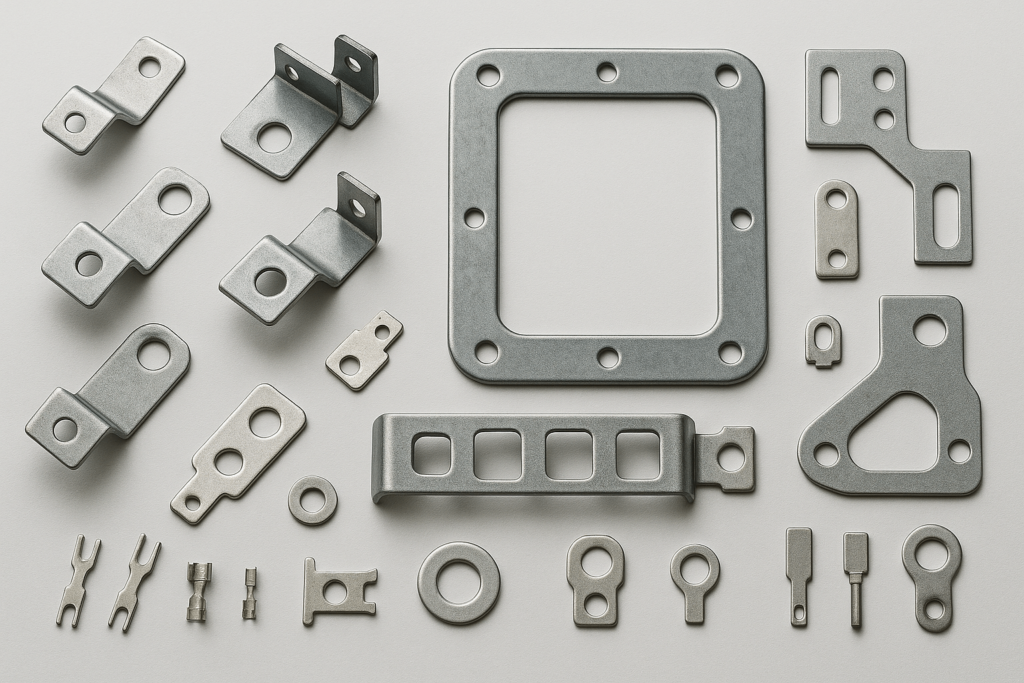
Metal stamping is used across many industrial and commercial products. Common applications include:
Automotive Applications
- Stamped brackets
- Mounting supports
- Reinforcement plates
- Covers and panels
- Structural metal components
Electronics and Electrical Products
- Terminals and connectors
- Shielding covers
- Copper and brass conductive parts
- Equipment housings
- Mounting plates
Appliances and Consumer Equipment
- Hinges and handles
- Support frames
- Stamped panels
- Internal brackets
- Covers and guards
Industrial Machinery and Construction
- Mounting plates
- Reinforcement parts
- Cabinet frames
- HVAC components
- Hardware fittings
Energy Storage and Power Systems
- Battery cabinet parts
- Module frames
- Busbars
- Brackets
- Covers and support components
These applications fit buyers who need repeatable stamped metal parts for OEM products, wholesale components, or custom metal assemblies.
Advantages and Limitations of Metal Stamping
Metal stamping offers strong advantages, but it also has limitations. Understanding both helps buyers choose the right process.
Advantages
- High repeatability for medium and large production runs
- Low unit cost after tooling is completed
- Fast production speed
- Good consistency across repeat orders
- Suitable for bending, piercing, blanking, forming, embossing, and deep drawing
- Can improve part rigidity through formed features such as ribs, bends, and flanges
Limitations
- Higher upfront tooling cost than laser cutting
- Not ideal for very low-volume or frequently changing designs
- Tooling lead time is required before mass production
- Design must follow stamping rules for bend radius, holes, edges, and springback
- Some parts may still require secondary operations such as welding, tapping, or finishing
Strategic Partnering: What to Look for in a Supplier
Choosing a metal stamping supplier is not only about the lowest unit price. A low quote can become expensive if the supplier cannot control tooling, material, tolerance, finishing, packaging, or communication.
For overseas OEM and wholesale buyers, a reliable custom metal stamping supplier should offer:
Tooling and DFM support
The supplier should review drawings and suggest practical improvements before tooling begins.
Material and process knowledge
They should understand how stainless steel, carbon steel, galvanized steel, aluminum, copper, and brass behave during stamping.
Integrated manufacturing capability
For many projects, stamping is only one step. Buyers may also need bending, welding, CNC machining, surface treatment, assembly, inspection, packaging, and export shipment.
Quality control system
ISO 9001 is a useful baseline, but buyers should also review inspection methods, sample approval, tooling maintenance, and packaging control.
Clear communication
A strong supplier asks detailed RFQ questions, responds quickly, and explains risks instead of only sending a price.
Yishang supports custom metal stamping and sheet metal fabrication for OEM/ODM buyers, including design support, prototyping, production, assembly, quality inspection, and shipment.
Conclusion: The Precision Advantage
Metal stamping is one of the most efficient ways to produce repeatable metal parts at scale. When the design is stable and the quantity is suitable, stamping can reduce unit cost, improve consistency, and support long-term OEM supply.
For buyers comparing laser cutting, bending, CNC machining, and stamping, the best choice depends on product stage, order volume, tolerance, material, and tooling budget. Early DFM review can prevent unnecessary tooling changes and help bring the part into production faster.
Yishang Metal Products Co., Ltd. is an ISO 9001 and RoHS certified custom metal products manufacturer in China with 26+ years of experience. We support OEM and ODM buyers with sheet metal stamping, laser cutting, bending, deep drawing, welding, CNC machining, surface treatment, assembly, packaging, inspection, and export delivery.
If you are developing stamped brackets, frames, enclosures, cabinets, covers, hardware parts, or custom metal assemblies, share your drawings, material requirements, quantity, and application details with Yishang for DFM review, quotation, and sample discussion.
Appendix: Quick Reference Glossary for Buyers
Blanking: Cutting the flat outline of a part from sheet metal or coil.
Piercing: Creating holes or openings in the sheet metal.
Bending: Forming the metal along a straight axis to create an angle.
Coining: Applying high pressure to create precise details or improve flatness.
Embossing: Raising or recessing a feature on the metal surface.
Deep Drawing: Forming sheet metal into a deep cup, box, or shell shape.
Progressive Die: A multi-station die that forms parts while the strip moves through the press.
Transfer Die: A stamping process where separated parts move between forming stations.
Springback: The tendency of metal to recover slightly after bending or forming.
Burr: A raised edge left after cutting or punching.
Tonnage: The press force required to form or cut the part.
DFM: Design for Manufacturability; adjusting a design so it can be produced more reliably and cost-effectively.
