
Micro precision metal parts are used in applications where extremely small dimensions, tight tolerances, and repeatable functionality are essential. These components are found in medical devices, aerospace systems, telecommunications hardware, precision optics, and advanced automation.
They are not simply smaller versions of conventional machined parts. At the micron scale, tool behavior, material response, burr formation, inspection methods, and process repeatability all become significantly more difficult to control.
This guide explains how micro precision metal parts are defined, which manufacturing processes are used to produce them, what material trade-offs matter most, and which production challenges buyers should evaluate before placing an order.
The Micron Mandate: Redefining “Precision” in Metal Manufacturing
The term “micro precision part” refers to more than physical size alone. It describes a category of components defined by very small features, extremely tight tolerances, and geometries that require specialized manufacturing and inspection methods.
For engineers and procurement teams, understanding these criteria is the first step in determining whether a supplier truly has micro-manufacturing capability rather than only general CNC experience.
What Truly Defines a “Micro Precision Part”?
Micro precision parts are defined by a combination of scale, tolerance, and geometry rather than by size alone.
Pillar 1: The Scale (Microns, not Millimeters):
These parts include features measured in micrometers (µm), often approaching or falling below the width of a human hair. At this scale, even small dimensional shifts can become functionally significant.
Pillar 2: The Tolerance (The Zero-Error Imperative):
While conventional machining may hold tolerances around ±100 µm, micro-manufacturing often requires ±12.7 µm or tighter, and in some cases reaches single-micron accuracy. At this level, slight variation may cause misalignment, electrical failure, sealing issues, or assembly rejection.
Pillar 3: The Complexity (Geometries that Defy Convention):
Micro components often include very thin walls, narrow channels, micro-threads, precision holes, and complex 3D surfaces. These geometries are designed to maximize function in a minimal footprint, especially in medical, electronics, and aerospace applications.
The Great Divide: Why Conventional CNC Machining Fails at the Micro-Scale
Applying conventional machining assumptions directly to micro-scale parts is a common sourcing mistake. The challenge is not limited to using smaller tools. At very small cutting depths, the physics of material removal begins to change.
When the tool engages material at a scale close to the size of individual metal grains, the workpiece no longer behaves like a uniform solid. This phenomenon, often described as the size effect, causes inconsistent cutting forces, unstable chip formation, and variation in surface quality.
As a result, micro-manufacturing requires specialized spindles, tooling, fixturing, coolant strategies, and inspection methods that are very different from standard CNC practice.
The Architect’s Toolbox: A Decision Guide to Micro-Manufacturing Processes
Producing micro precision metal parts requires process selection based on geometry, tolerance, material type, and surface integrity requirements. No single method is ideal for every part.
For engineers and procurement teams, understanding the strengths and limitations of each micro-manufacturing process is essential for choosing a technically feasible and economically realistic route to production.
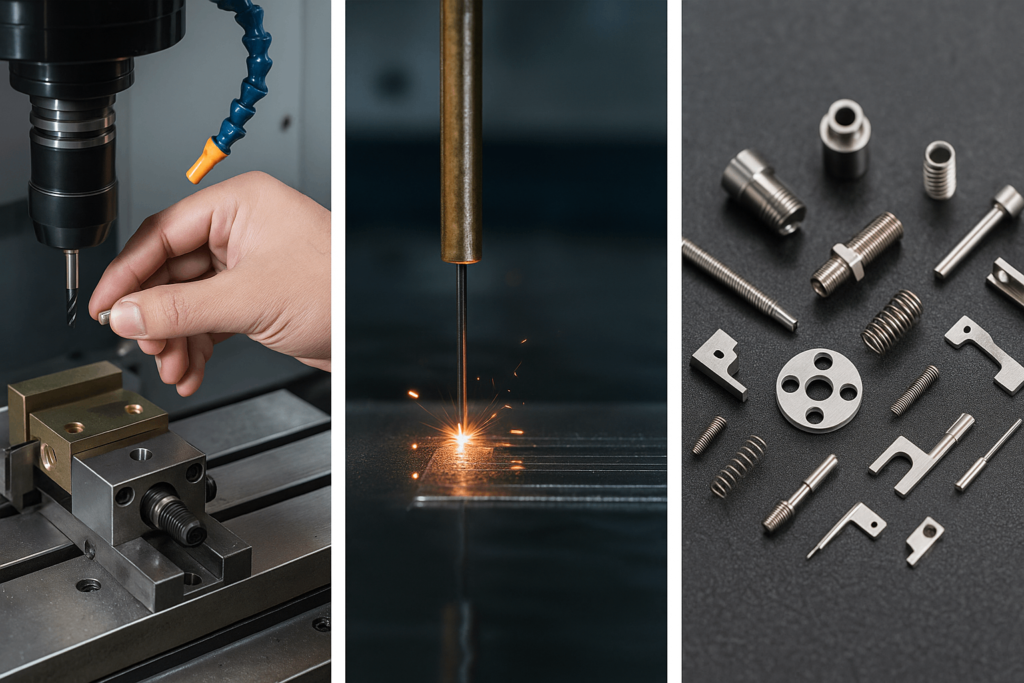
Precision Carving: Subtractive Methods for Metals
Subtractive manufacturing remains the dominant route for many micro metal parts because it provides strong dimensional control and broad material compatibility.
The Workhorse (Versatility & 3D Shapes): Mechanical Micro-Milling & Turning.
Mechanical micro-milling and micro-turning remove material using physical cutting tools, but at much smaller scales and far higher spindle speeds than standard machining. These methods are used to create 3D contours, shafts, pins, miniature housings, and precision metal inserts. Success depends on rigid machines, very small cutting tools, and carefully controlled feeds, speeds, and fixturing.
The Specialist (Hard Metals & Sharp Corners): Micro-EDM (Electrical Discharge Machining).
Micro-EDM is a non-contact process that removes material through repeated electrical discharges. Because it is not limited by tool cutting force, it is especially useful for hard conductive materials such as titanium, hardened steels, and specialty alloys. It is also valuable when extremely small internal corners or fine detail must be produced.
The Universal Tool (Any Metal, Minimal Thermal Damage): Femtosecond Laser Micromachining.
Femtosecond laser processing removes material using ultrashort laser pulses. Because the energy is delivered so quickly, material can be ablated with very limited heat spread. This helps reduce burrs, distortion, and heat-affected damage, making the method useful for heat-sensitive alloys and delicate medical or electronics components.
Building from the Ground Up: Additive & Hybrid Methods
Although subtractive methods remain dominant in metal micro-manufacturing, additive and hybrid approaches are becoming increasingly important for prototyping, mold creation, and specialized geometries.
For Molds & Prototypes: Two-Photon Polymerization (2PP).
Two-photon polymerization is an ultra-high-resolution additive process capable of producing sub-micron polymer features. In metal part production, it is often used to create highly detailed molds or intermediate structures, which can then be transferred into metal through electroforming or related secondary processes.
These methods are especially useful when the required geometry exceeds the practical limits of conventional micro-milling or turning.
At-a-Glance Decision Matrix
| Process | Core Principle | Best For Metals | Typical Tolerance | Key Advantage for Procurement |
|---|---|---|---|---|
| Micro-Milling/Turning | Mechanical Cutting | Stainless Steel, Aluminum, Copper, Brass, Titanium | ±5-10 µm | High versatility for complex 3D shapes; mature and widely understood process |
| Micro-EDM | Thermal Erosion (Sparks) | Hardened Steels, Titanium, Conductive Alloys | ±1-5 µm | Useful for hard metals and sharp internal corners where cutting tools struggle |
| Femtosecond Laser | “Cold” Ablation | All Metals, especially heat-sensitive alloys | ±1-5 µm | Burr-free features with minimal thermal damage, reducing post-processing |
| 2PP + Electroforming | Additive Polymer Mold | Electroplatable Metals (Nickel, Copper, Gold) | <1-2 µm | Enables extreme geometries and ultra-small features beyond conventional machining |
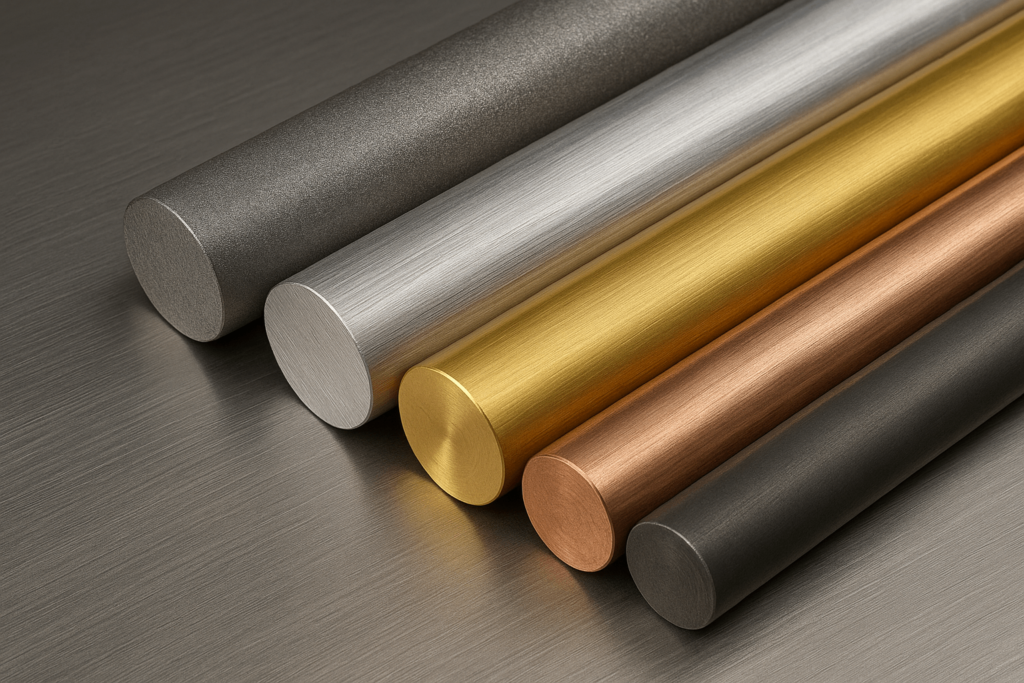
The Material Matrix: Balancing Performance vs. Machinability in Metals
In micro precision manufacturing, the best material for functional performance is often the most difficult and expensive to process. Material choice therefore involves a balance between strength, corrosion resistance, conductivity, weight, machinability, and process stability.
For sourcing teams, this trade-off is important because feasibility, cycle time, tooling cost, and achievable tolerance may all change significantly depending on alloy selection.
Stainless Steel (304/316): The Durable All-Rounder
Stainless steel grades such as 304 and 316 are widely used in micro precision parts because they combine corrosion resistance, strength, and biocompatibility. These properties make them suitable for medical tools, aerospace connectors, sensor housings, and fluid-handling components.
However, stainless steel is also relatively difficult to machine at very small scales because of its toughness and work-hardening behavior. Tool wear, burr control, and heat management all require careful process optimization.
Titanium: The Lightweight Champion
Titanium alloys such as Ti-6Al-4V offer an excellent strength-to-weight ratio and strong corrosion resistance, which is why they are widely used in aerospace, medical, and high-performance engineering applications.
At the micro scale, titanium is challenging because heat concentrates near the cutting edge during machining. This raises the risk of burr formation, surface damage, and rapid tool wear. For very fine or difficult features, micro-EDM is often more practical than traditional cutting.
Copper & Brass: The Conductive Workhorses
Copper and brass are commonly used in micro components that require strong electrical or thermal conductivity, including connectors, RF parts, shielding elements, and heat-management structures.
Brass is generally easier to machine than pure copper, which makes it a more economical option for many precision parts. Copper, however, is more prone to smearing and built-up edge formation, which can reduce dimensional stability unless machining strategy is carefully controlled.
Aluminum: The Cost-Effective Lightweight Metal
Aluminum is widely valued for its machinability, low weight, and cost efficiency. It is commonly used in housings, enclosures, instrument parts, and lightweight micro-mechanical components.
Its main limitation at the micro scale is low stiffness. Very thin walls and small unsupported features may deform under cutting force, which means fixturing, tool engagement, and sometimes hybrid processes must be carefully selected to maintain tolerance.
Red & Yellow Metals: Aesthetics Meet Precision
Bronze, red copper, and related alloys are sometimes used in precision instruments and specialty components where appearance, conductivity, or material character matters alongside function.
These metals may machine well, but they are also sensitive to oxidation and surface finish variation. As a result, post-processing such as polishing or electropolishing is often necessary to stabilize appearance and surface quality.
Engineering Applications: Where Micro Precision Matters Most
The industries that rely on micro precision metal parts tend to have very low tolerance for failure. Understanding these applications helps procurement teams judge which performance factors, risks, and validation requirements should receive the most attention.
Medical Devices
Medical applications such as endoscopic tools, surgical robotics, and implantable systems require very small metal parts with strict dimensional consistency, biocompatibility, and burr control. In these components, even minor surface defects can affect safety or assembly.
Titanium and stainless steel are commonly selected because they combine strength and corrosion resistance with acceptable sterilization performance.
Aerospace & Defense
Aerospace and defense systems use micro precision parts in sensors, guidance modules, connectors, and shielding assemblies. These applications demand tight tolerance control, low weight, strong structural reliability, and resistance to heat and vibration.
Materials such as titanium, stainless steel, and nickel-based alloys are often selected depending on load case, temperature, and corrosion exposure.
Electronics & Optics
Electronics and optics applications rely on micro metal parts for alignment accuracy, conductive performance, thermal stability, and miniature mechanical motion. Examples include RF connectors, shielding structures, camera assemblies, and high-density packaging components.
In these products, dimensional drift, burrs, and poor surface finish can directly affect signal stability, optical alignment, or assembly repeatability.
Energy Storage & Automation
Energy storage and automation systems use micro precision parts in terminals, contactors, busbars, sensor hardware, and miniature motion assemblies. These parts often require excellent conductivity, burr-free edges, and reliable flatness to prevent resistance problems or assembly issues.
Because many of these products are assembled automatically, repeatable geometry is especially important.
Barriers to Entry: The Real Challenges in Manufacturing Micro Parts
Micro precision manufacturing involves a set of constraints that are much more severe than in conventional machining. Understanding these constraints helps buyers distinguish between true specialists and suppliers that only occasionally accept very small parts.
Tool Wear is Exponential
At the micro scale, cutting tools are extremely small and can wear quickly. Even slight wear may cause dimensional drift, burr growth, or surface quality deterioration. In many cases, tool life must be monitored far more aggressively than in normal machining.
Material Microstructure Becomes Unpredictable
When cuts become comparable to grain size, the material may not behave uniformly. This can lead to unstable forces, varying chip formation, and inconsistent results across the same part or batch. Process programming must therefore be adapted to micro-scale behavior rather than conventional assumptions.
Metrology Becomes a Bottleneck
Inspection becomes much more demanding at the micron scale. Features that are too small for conventional gauges require non-contact metrology such as optical systems, interferometry, or SEM-based verification. This adds both time and cost to micro-part production.
Burrs and Debris = Catastrophic Failure
At the micro scale, very small burrs or loose debris can cause mechanical jamming, electrical failure, sealing problems, or contamination. Deburring, cleaning, and particulate control are therefore essential parts of the manufacturing process, not optional finishing steps.
Process Repeatability is Fragile
Repeatability is one of the hardest challenges in micro manufacturing. Multi-step setups, temperature change, tool wear, fixturing variation, and material inconsistency can all affect results. Stable batch production requires very disciplined process control.
Future Trends: AI, Nanotech & the Next Frontier of Micro Manufacturing
Micro-manufacturing technology continues to evolve, and these changes are likely to influence both supplier capability and future sourcing strategy.
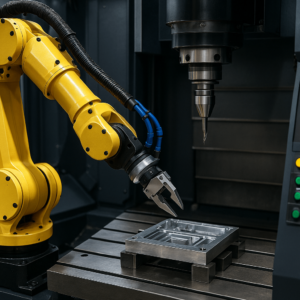
AI-Enhanced Machining
AI-assisted machining systems are beginning to support real-time adjustment of feedrate, spindle behavior, and tool-path stability. These tools may improve part yield and reduce scrap in micro-scale production.
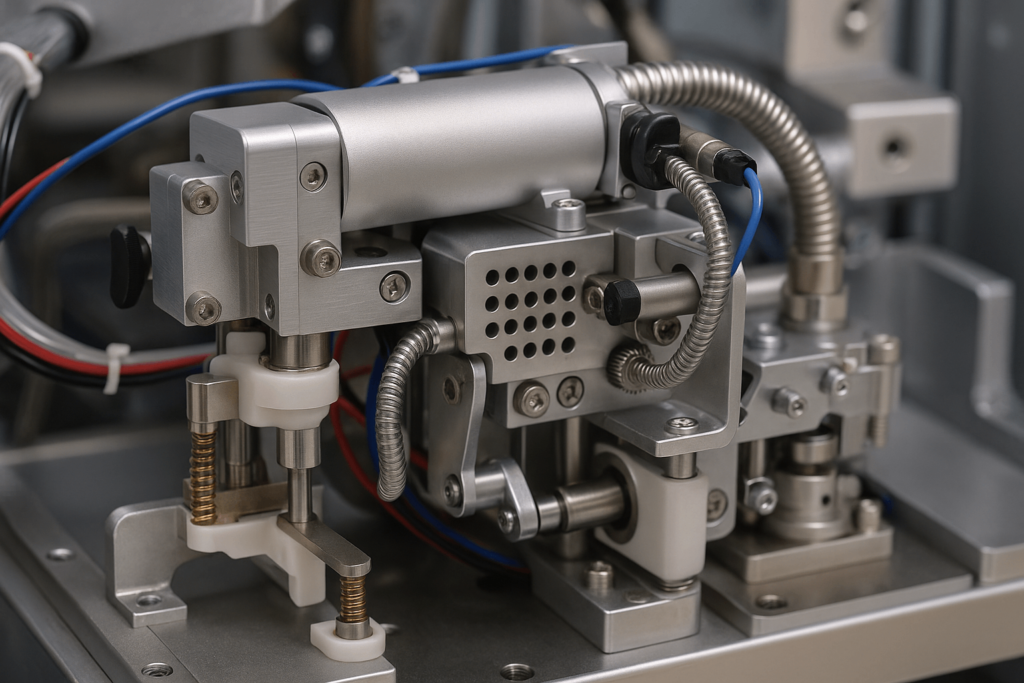
Adaptive Fixturing
Advanced fixturing systems are being developed to detect very small part movement and improve positional control during machining. This is especially useful when part rigidity is low or cycle times are long.
Digital Twins in Micro Manufacturing
Digital twin models are increasingly used to simulate manufacturability, thermal response, and process behavior before cutting begins. These tools can reduce development iterations and improve design-for-manufacture decisions.
Nanomaterials & Surface Structuring
New materials and engineered surface treatments are being developed to improve wear resistance, reduce friction, and add specialized functionality such as antimicrobial behavior or improved conductivity.
What to Ask Your Supplier Before Placing a Micro Precision Parts Order
Before placing a micro precision parts order, buyers should confirm the supplier’s real process capability, not just general CNC experience.
- What is your proven tolerance range in µm, and how is it verified?
- Do you use non-contact inspection tools such as SEM, optical metrology, or interferometry?
- Can you provide a sample part with full inspection data?
- What experience do you have with my target materials, such as titanium, stainless steel, or nickel alloys?
- How do you monitor tool wear during production?
- Do you provide in-house deburring, ultrasonic cleaning, electropolishing, or other fine finishing steps?
These questions help distinguish suppliers that truly specialize in micro-manufacturing from those that only process small parts occasionally.
FAQ: Common Questions from Micro Component Buyers
Q1: Can both prototypes and production runs be supported?
Yes. Many qualified suppliers support both prototype validation and scaled production, although the process route may differ between R&D and repeat manufacturing.
Q2: Are standard cutting tools used for micro parts?
For very small features, custom or highly specialized tooling is often required because standard cutters may not provide enough rigidity or precision.
Q3: Can micro metal parts be combined with plastic assemblies?
Yes. Many medical, electronics, and consumer products combine molded plastic structures with insert-mounted or press-fit micro metal components.
Q4: What is the typical lead time for micro precision parts?
Lead time depends on geometry, material, tolerance, inspection requirements, and batch size, but prototype-to-production cycles are often longer than standard CNC parts because of process validation.
Q5: Which industries depend most on micro precision parts?
Medical, aerospace, defense, telecommunications, optics, and energy systems are among the most common sectors.
About Micro Precision Manufacturing Capability
A qualified micro precision supplier should be able to demonstrate more than general machining capacity. Buyers should expect evidence of tolerance capability, inspection methodology, burr control, material-specific know-how, and repeatable process management.
For highly specialized parts, important capabilities often include micro-milling, EDM, laser processing, deburring, ultrasonic cleaning, fine surface finishing, and application-specific validation support from prototype through production.
