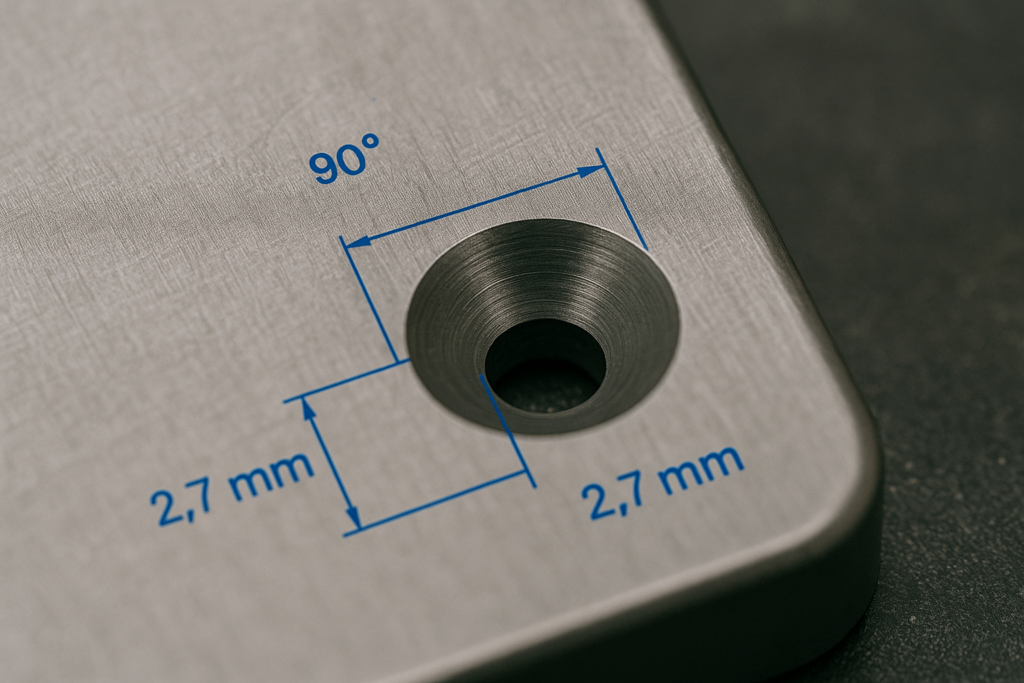
What angle should I use for a sheet metal countersink?
Use the angle that matches the screw head standard. In many projects, inch-series flat head screws use 82°, while metric flat head screws use 90°.
Can I use a formed countersink in thin sheet metal?
It depends on the material and thickness. For very thin sheet metal, machining is often safer because aggressive forming may cause thinning, distortion, or cracking.
How do I choose between machined and formed countersinks?
If appearance, flushness, and tighter control are more important, machining is usually the better choice. If production volume is large and the material forms well, forming may reduce unit cost.
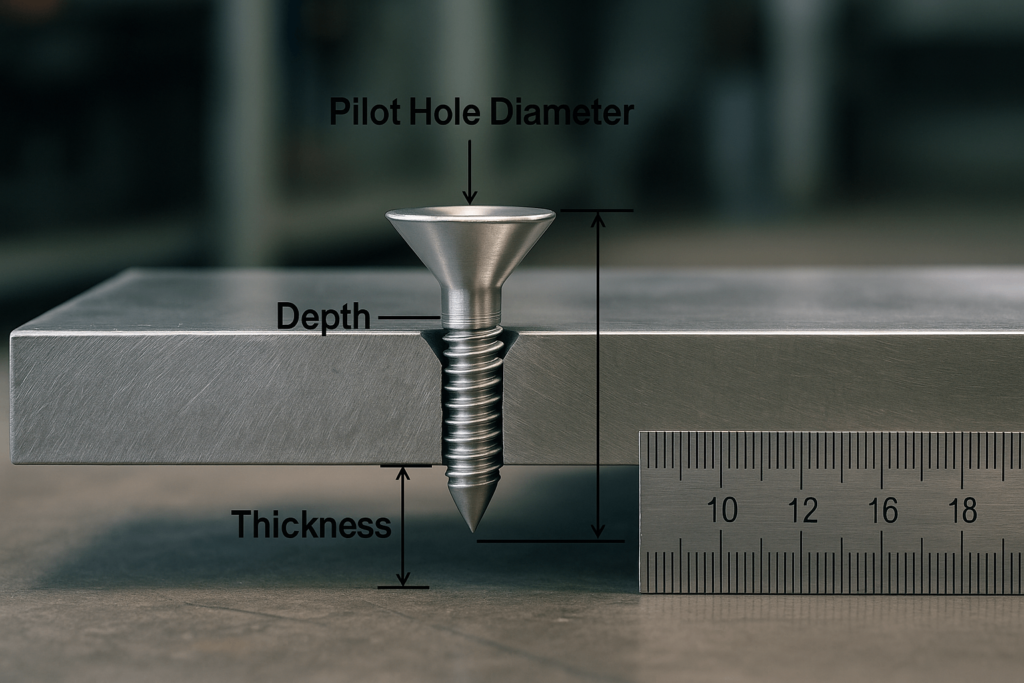
Why is the screw head still proud after assembly?
Common causes include the wrong countersink angle, insufficient depth, burrs, or coating buildup after finishing.
Should flushness be checked before or after coating?
For painted or powder-coated parts, the final flushness should be checked after finishing, especially when the countersunk seat is visible or functionally critical.
Custom Sheet Metal Countersink Services from YISHANG
YISHANG Metal Products Co., Ltd. is a custom metal fabrication factory with more than 26 years of experience in sheet metal parts, metal cabinets, display racks, and metal frames for wholesale and OEM/ODM projects.
We work with materials such as:
Our manufacturing capabilities include:
If your project requires custom countersunk sheet metal parts, our team can help review the design, evaluate manufacturability, and support sampling before volume production.