For industrial designers, engineers, and overseas procurement professionals, precision in a CAD model is a baseline. The true challenge lies in transforming digital accuracy into manufacturable, repeatable parts—particularly in custom sheet metal fabrication. A central question arises before production begins: will the part formed from a flat sheet meet final dimensional tolerances?
For wholesale buyers, importers, and supply chain managers, errors in flat pattern development lead to costly issues: scrapped inventory, shipping delays, and dimensional mismatches in final assemblies. This article clarifies how mastering sheet metal design formulas protects your cost structure and timelines—without diving into unnecessary math.
Phase 1: Why Simple Geometry Fails in Sheet Metal Design
A common mistake in sheet metal design is assuming you can simply sum flange lengths to calculate total material needed. But bending is not a flat process—the material changes shape:
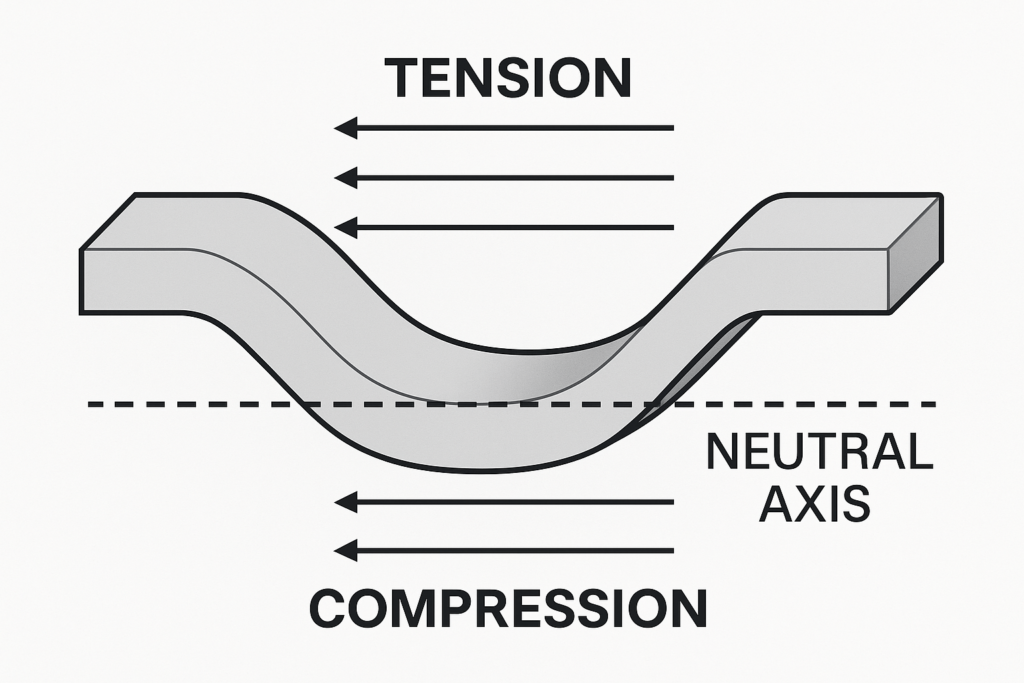
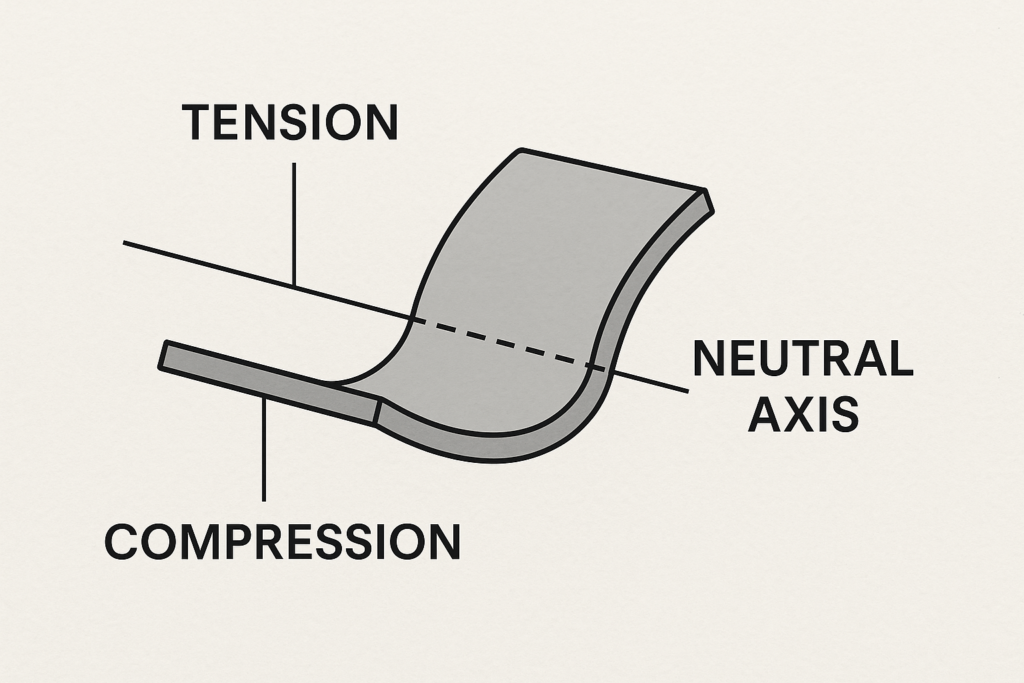
Outer edge: stretches under tension and becomes slightly thinner
Inner edge: compresses and thickens slightly
Neutral axis: remains the same length, but shifts from center toward the inner radius
✅ Why it matters: If you ignore the shift of the neutral axis, your flat pattern dimensions will be off—even if your CAD model looks perfect.
📌 [Tip: Add a labeled diagram showing tension, compression, and neutral axis.]
Q1: Can I rely on CAD software’s default K-Factor? Not for final production. Default values are for general use—real tooling, radius, and material may vary.
Q2: Is springback always predictable? No. It depends on material, bend method, and thickness. Always test.
Q3: Do thicker materials behave the same? No. They need wider radii and exhibit more springback.
Q4: Can I design a zero-radius bend? Not realistically. It leads to stress cracks. Use appropriate minimum bend radius.
If you have any questions or need a quote, please send us a message. One of our specialists will get back to you within 24 hours and help you select the correct valve for your needs.