Why Traditional Fastening Methods Fall Short in High-Demand Applications
In the world of precision manufacturing, where success is often measured in microns and milliseconds, the choice of fastening technology can be the silent architect of either triumph or failure. For wholesale purchasers and product managers, this choice directly impacts not just the final product’s quality, but also the entire supply chain’s efficiency and the total cost of ownership.
Consider the design of a 5G base station enclosure destined for a remote, storm-battered cell tower. This is not merely a metal box; it is a critical piece of infrastructure that must guarantee uptime and meet stringent standards like IP67 for water and dust ingress protection. It needs to be lightweight for ease of installation, yet structurally robust enough to withstand decades of relentless vibration and extreme thermal cycling. The internal components, densely packed and generating significant heat, demand perfect and permanent alignment for optimal performance.
Common Failures in Sheet Metal Fastening for OEM Enclosures
The fundamental question arises: how do we join the panels and mount this complex internal chassis? Many product designs face their first critical, and often flawed, decision here—setting a course that can impact everything from production cost to long-term field reliability.
The traditional playbook offers two familiar options: welding and tapping. For decades, these traditional fastening methods have been ingrained in engineering curricula and shop floor practices. Yet, under the lens of modern product requirements, they often introduce unacceptable sheet metal assembly problems.
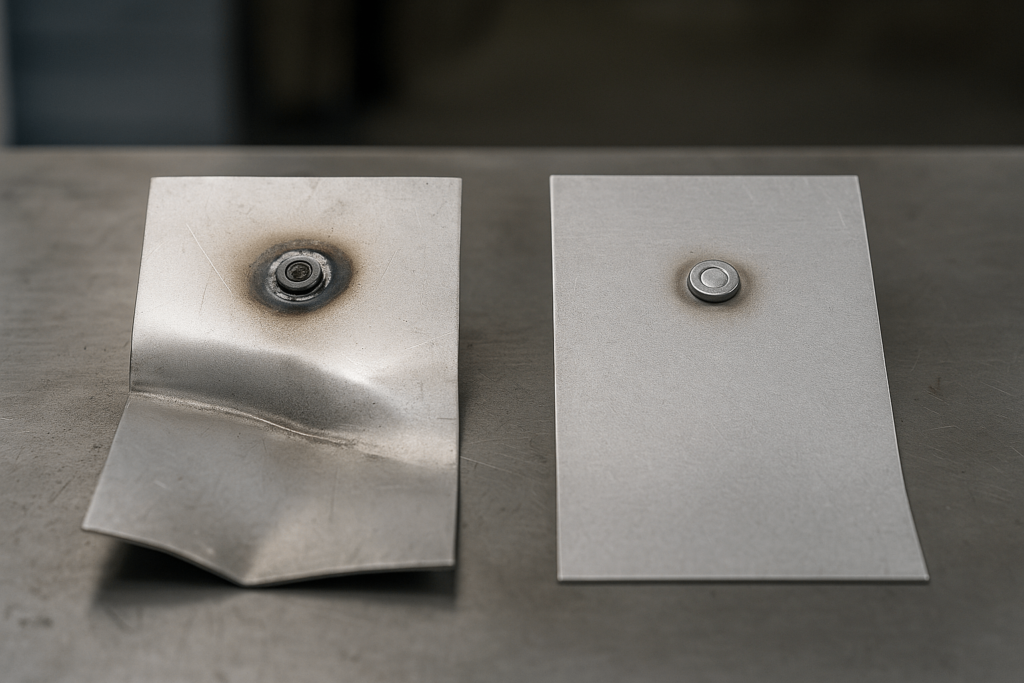
Welding introduces intense, localized heat that causes heat distortion in metal, warping meticulously fabricated panels and compromising environmental seals. This thermal stress may induce micro-fractures and lead to component failure. Additionally, welding spatter requires secondary cleaning and grinding, creating manufacturing bottlenecks that damage surface finish, especially on pre-coated materials like galvanized steel or pre-painted aluminum.
On the other hand, tapping thin sheet metal poses hidden risks. Inserting a standard M3 screw into a 1.5mm steel sheet provides minimal thread engagement—only one or two threads bear the load—leading to a high risk of thread stripping during assembly or maintenance. Over-torquing causes loose connections and eventual product failure. Engineers must then choose between increasing material thickness—adding weight and cost—or accepting a weak joint and facing warranty liabilities. Neither option aligns with today’s demand for lightweight, cost-efficient, and highly reliable products. These limitations highlight the need for a smarter fastening method that ensures strength without heat damage or insufficient thread engagement.
Understanding the Science of Self-Clinching Fasteners in Sheet Metal Fabrication
To address these technical shortcomings, engineers are adopting a more integrated approach—embedding fasteners into the sheet metal itself to create mechanical locking without compromising material integrity. This is the principle of self-clinching, a process both precise and revolutionary. A clear understanding of how hardware insertion works allows engineers to confidently design thinner, more complex assemblies that meet strength and reliability targets.
What is Cold Flow in Fastener Installation?
The secret lies in cold flow. The self-clinching mechanism applies steady pressure to install a hardened fastener into softer sheet metal. As the press applies force, the sheet metal plastically deforms and flows into an engineered undercut and fastener clinching profile, such as knurled rings or ribs. This cold-formed interlock produces a permanent bond with impressive push-out resistance and strong rotational holding strength.
Success depends on a critical material property: hardness differential. The fastener must be harder than the sheet metal, measured by Rockwell hardness (e.g., HRB vs. HRC). For instance:
Cold-rolled steel (HRB 60–70) pairs with fasteners hardened to HRB 80+
The harder fastener forces the softer sheet metal to deform into its locking features
Real-World Analogy: Cookie Cutter Effect
This process is similar to how a hardened die shapes soft metal under pressure—only the base material yields, resulting in a durable mechanical interlock. Similarly, this controlled deformation secures the fastener without heat or damage.
Why Self-Clinching Works in High-Volume Manufacturing
This method ensures reliable, high-strength threaded points even in ultra-thin materials, resolving the core problems of welding and tapping with elegant efficiency. It’s particularly valuable for:
OEMs looking to reduce cycle time
High-volume production with minimal post-processing
Assemblies that require consistent mechanical strength and repeatability
Choosing the Right Fastener: A Practical Guide for OEMs and Hardware Buyers
Understanding self-clinching is just the beginning. The next step is choosing the right fastener based on the hardware insertion use case. Treating this as a strategic design decision—rather than a late-stage catalog search—can significantly improve performance and manufacturability. Here’s a mission-driven hardware selection guide:
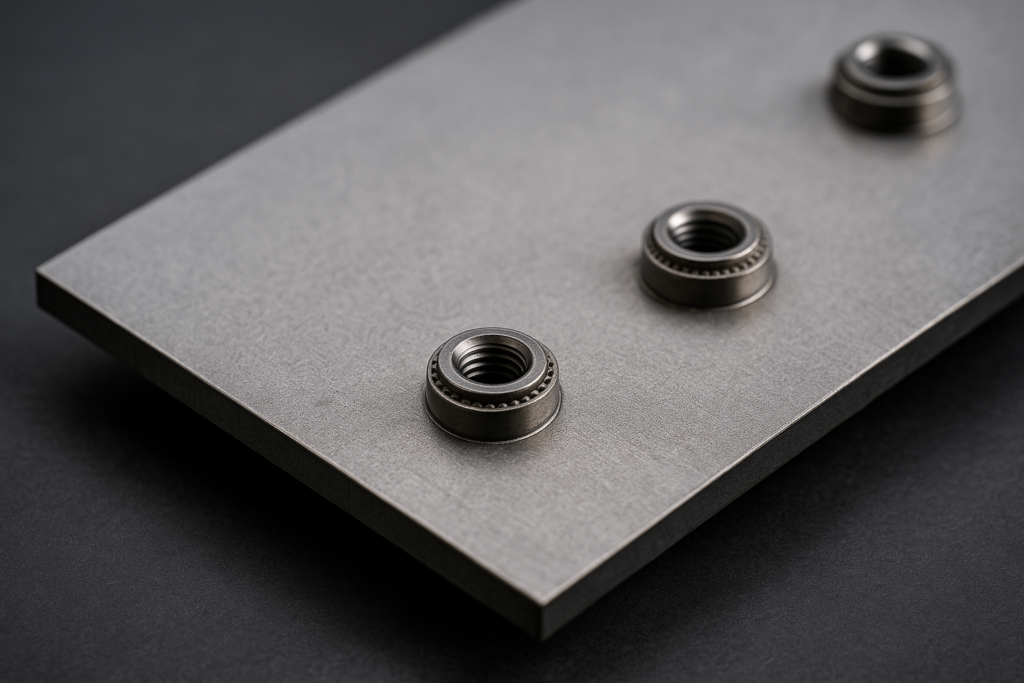
Use Case: High-Strength, Reusable Threaded Inserts
To create durable threads in thin panels, self-clinching nuts are the go-to solution. Standard nuts (S-series) handle general assembly needs. Floating nuts (AS-series) compensate for mating hole misalignment, ideal for large panels. For vibration resistance, locking nuts (LK-series) prevent loosening under stress using distorted threads or nylon inserts, meeting standards like NASM or MIL-SPEC.
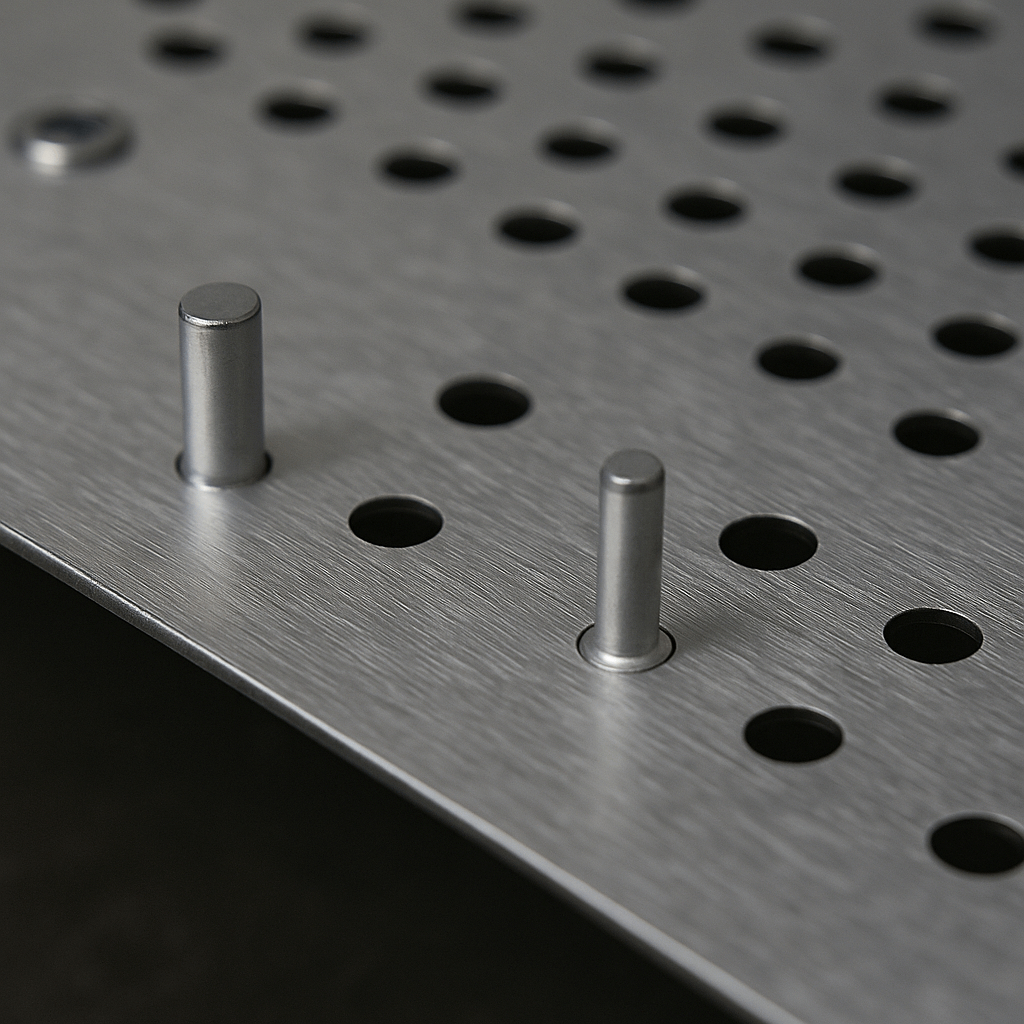
Use Case: Mounting, Grounding, or Alignment Pins
When external mounting or alignment is required, self-clinching studs and alignment pins are ideal. Flush-head studs (FH-series) support component mounting like power supplies or PCBs. High-torque studs withstand rotational forces. Panel fasteners (PF-series) are excellent for blind assembly, while TP-series alignment pins ensure precision in chassis design.
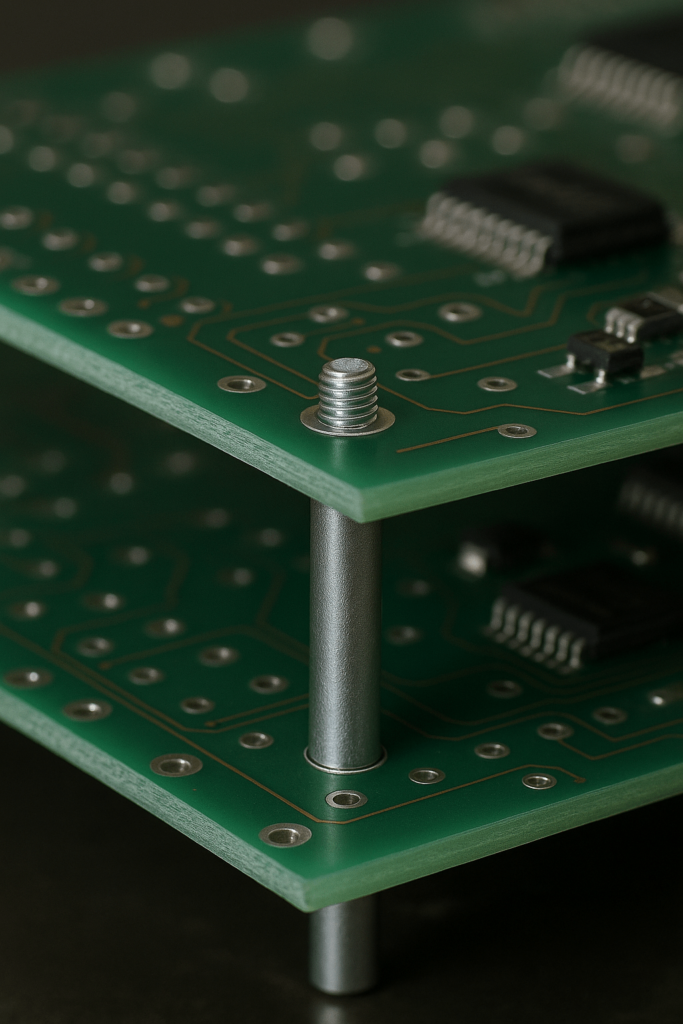
Use Case: PCB Spacers and Component Stack Management
In dense electronics, self-clinching standoffs are crucial. Thru-hole standoffs allow stacking of PCBs. Blind standoffs maintain sealed enclosures. Keyed standoffs prevent rotation—ideal for torque-sensitive applications or grounding points.
Matching fastener and sheet material is essential. Use this fastener compatibility matrix:
Sheet Material
Recommended Fastener Material
Notes
Aluminum (5052, 6061)
Steel (Zinc Plated), Stainless Steel (300)
Steel offers high strength-to-cost; stainless provides corrosion resistance for outdoor environments.
Cold-Rolled Steel
Steel (Zinc Plated), Stainless Steel (300)
Ensure fastener is harder than sheet (HRB 80+ vs. HRB 60–70).
Stainless Steel (300)
Stainless Steel (400+, heat-treated)
Use hardened stainless fasteners to enable cold flow.
Galvanized Steel
Steel (Zinc Plated), Stainless Steel (300)
Zinc plating ensures galvanic compatibility and joint longevity.
This mission-first approach makes hardware selection a contributor to performance and ease of assembly.
Design for Manufacturability: Avoid These Critical Mistakes in Sheet Metal Assembly
DFM for hardware insertion is the key to consistent success. Even with the best press and fasteners, design flaws will cause failure. Avoid these critical sheet metal design mistakes:
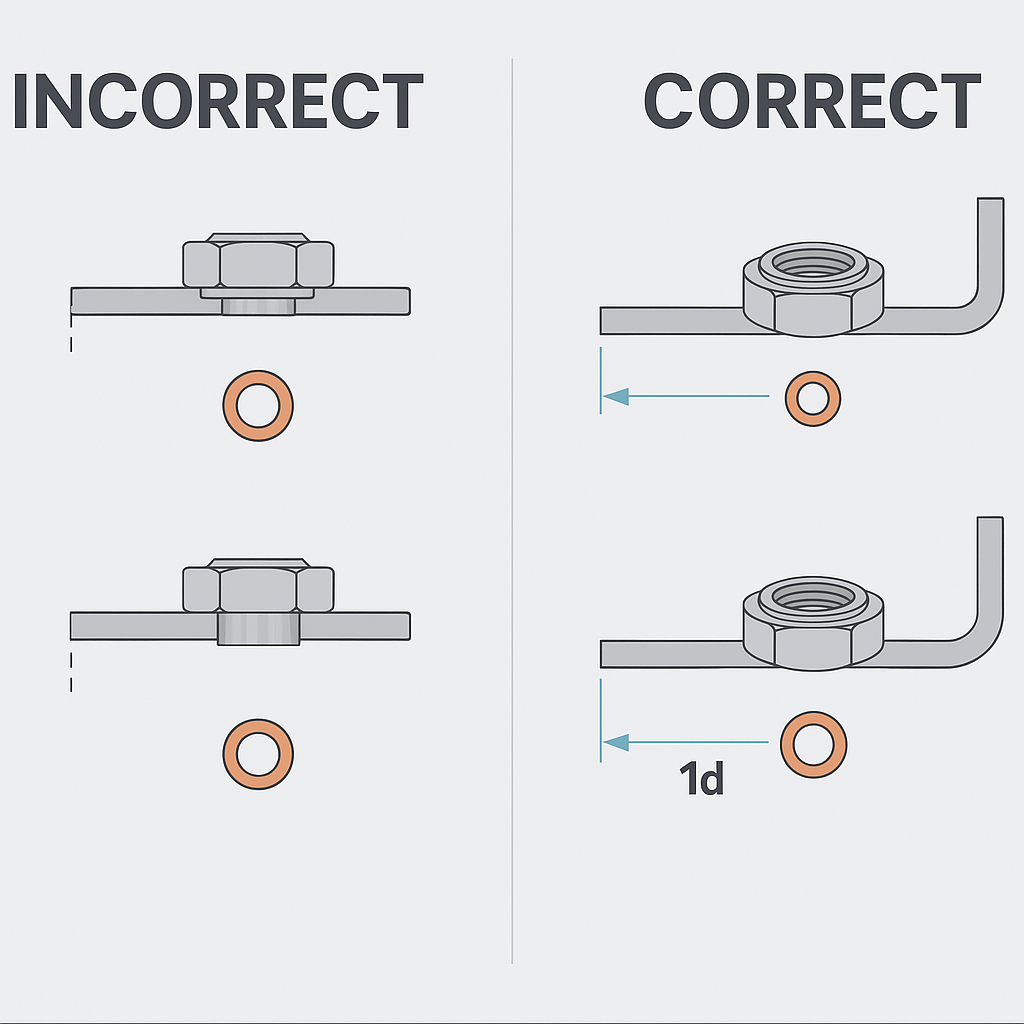
Minimum Edge Distance: Fasteners too close to the edge prevent proper material flow, leading to weak joints. Follow the fastener’s datasheet.
Mounting Hole Tolerances: Oversized holes lead to spinning fasteners; undersized holes cause cracking. Maintain specified tolerances.
Distance to Bend: Avoid placing fasteners near bend lines, where the hole may distort during forming.
Tooling Accessibility: Ensure the press anvil and head can access the insertion point.
These hardware insertion best practices dramatically reduce rework and improve assembly reliability.
Procurement Impact: Cost Reduction, Speed, and Long-Term Durability
Choosing self-clinching fasteners improves more than performance—it transforms cost and speed. A proper hardware insertion ROI analysis reveals the full benefits:
Assembly Time Savings: Welding and tapping are multi-step; hardware insertion is fast and clean.
Reduced Labor & Rework: No post-cleaning or alignment issues; no distortion of pre-coated materials.
Improved Throughput: Fewer operations mean more units per hour.
Case Study: Medical Device Redesign
A medical OEM replaced welded brackets with self-clinching studs and standoffs. The result:
60% reduction in assembly time
Elimination of warping and heat-straightening
Three weeks shaved off development
The fasteners weren’t just components—they were a catalyst for efficiency and quality.
Frequently Asked Questions (FAQ) for Procurement Teams and Engineers
Q1: What’s the minimum thickness required for installing self-clinching fasteners in aluminum? Most self-clinching nuts and studs can be installed in aluminum sheets as thin as 1.0mm, provided the hardness differential is appropriate.
Q2: Can self-clinching fasteners replace weld nuts in high-vibration applications? Yes. Locking versions of self-clinching nuts maintain integrity under vibration and avoid the deformation risk of welding.
Q3: How do I specify the press force for fastener insertion in production? Typical insertion force ranges from 2kN to 10kN depending on fastener size, sheet material, and thickness. Consult your supplier’s technical datasheets.
Q4: Are self-clinching fasteners compatible with powder-coated or anodized panels? Yes, but the finish must be removed from the mounting hole area to ensure clean metal contact.
Q5: What’s the best fastening solution for galvanized steel sheet in outdoor enclosures? Zinc-plated or stainless steel fasteners are ideal. Avoid dissimilar metals that may accelerate galvanic corrosion.
Next Steps: Get Expert Help on Your Sheet Metal Design or Procurement Project
We’ve explored the limitations of traditional methods, the power of self-clinching, a fastener selection strategy, and design principles that prevent failure. The next step is implementation.
For Procurement Teams and OEM Project Managers:[Request a Custom Quotation or Design Review]—our application engineers will assess your project needs and deliver recommendations within 24 hours.
This is how you bridge knowledge and execution. At YISHANG, we’re here to help you build stronger, smarter, and more manufacturable products.
This guide was authored by the engineering team at YISHANG, a sheet metal manufacturing specialist with over 20 years of experience in custom metal fabrication and OEM hardware solutions for global buyers.
If you have any questions or need a quote, please send us a message. One of our specialists will get back to you within 24 hours and help you select the correct valve for your needs.