Surface roughness affects how a part seals, wears, fits, coats, and looks after production. For metal parts used in fabrication or machining, it is not only a drawing detail but also a factor that can influence process choice, inspection method, and final cost.
For buyers and engineers, understanding surface roughness helps reduce miscommunication during RFQ review, improve finish consistency, and avoid unnecessary over-specification.
This guide explains how surface roughness is measured, what common terms such as Ra mean, how roughness varies by process type, and how to choose a practical finish level for different applications.
What Surface Roughness Means and Why It Matters
Surface roughness describes the fine surface texture left by machining, cutting, grinding, polishing, or other manufacturing processes. It can affect sealing performance, friction, coating behavior, visual appearance, and the fit between mating parts.
For buyers, surface roughness matters because it can influence both part function and manufacturing cost. A finish that is too rough may create sealing or coating problems, while a finish that is tighter than necessary may increase machining time and price.
Key Surface Roughness Terms
Term
Meaning
Ra
Average surface deviation; the most common roughness value shown on drawings
Rz
Peak-to-valley style measurement based on selected profile segments
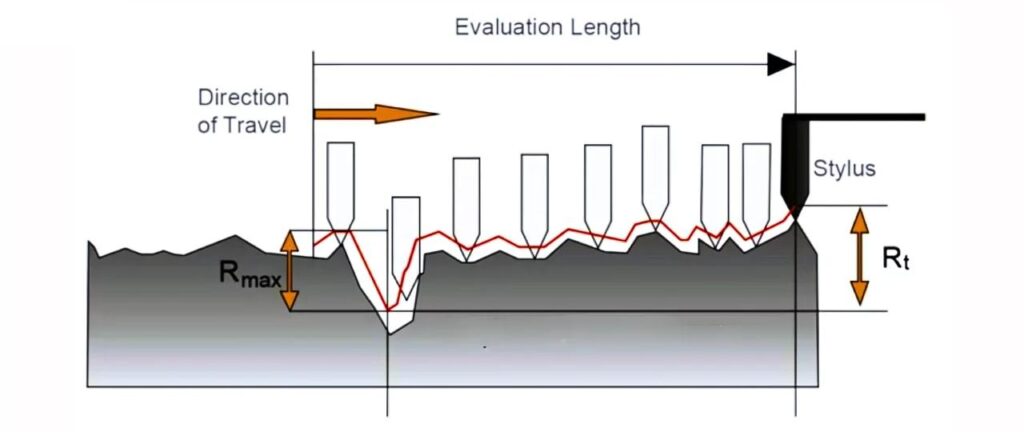
Rt
Total height from the highest peak to the lowest valley in the evaluation length
Rq
Root mean square roughness; gives more weight to larger deviations
Lay
The main direction of the surface pattern
Waviness
Broader surface variation beyond fine roughness
Surface roughness is usually specified in micrometers (µm) or microinches (µin). Common reference standards include:
Standard
Common Use
ISO 4287 / 4288
International roughness definition and evaluation
ASME B46.1
Widely used in U.S. drawings and manufacturing communication
JIS B0601
Often referenced in Japanese industrial and precision applications
Common Roughness Levels by Process Type
Different manufacturing methods usually leave different surface textures. Typical roughness ranges may look like this:
Process
Typical Ra (µm)
Typical Use Direction
Polishing
≤ 0.1
High-finish or precision surfaces
Grinding
0.2 – 0.8
Sealing faces, wear surfaces, bearing-related parts
Milling
0.8 – 3.2
Machined brackets, housings, fabricated-machined parts
Turning
1.6 – 6.3
Shafts, collars, rotational parts
General fabrication / cutting surfaces
3.2 – 6.3 or higher depending on process
Structural or non-sealing areas
These values are reference ranges rather than universal rules. The actual finish still depends on material, tooling condition, feed, speed, setup stability, and later finishing operations.
How Surface Roughness Is Measured
Stylus Profilometers
Stylus profilometers use a contact tip to trace the surface and calculate roughness values. They are widely used for machined metal parts and drawing verification.
Optical or Laser Profilometers
These non-contact systems are useful when the surface should not be scratched or when optical evaluation is more suitable for the part condition.
Comparator Plates
Comparator plates are used for quick visual or tactile comparison. They are useful for rough internal checks, but not a substitute for instrument-based measurement when precise values are required.
How to Choose the Right Ra Value for an Application
The correct roughness value depends on how the part will function, not only on what looks smoother on paper.
Application Type
Typical Ra Direction
Why It Matters
Sealing faces
≤ 0.8 µm
Helps improve sealing reliability
Precision sliding or wear surfaces
0.2 – 1.6 µm
Affects friction and performance
Machined visible parts
0.8 – 3.2 µm
Balances appearance and production cost
Enclosures, brackets, and supports
1.6 – 6.3 µm
Often suitable when sealing is not critical
General fabricated structures
3.2 – 6.3 µm or higher depending on process
Usually acceptable for non-contact structural areas
A lower Ra is not always better. The goal is to choose a finish that matches function, coating needs, assembly condition, and budget.
How Roughness Affects Coating, Cost, and Supplier Communication
Surface roughness can affect later processes such as anodizing, plating, polishing, brushing, or powder coating. If the surface is too rough or inconsistent, the coating result may also look uneven or perform inconsistently.
Tighter roughness requirements can also increase machining time, finishing effort, and inspection cost. This is why roughness should be specified according to actual function rather than by assumption.
When sending an RFQ or drawing, buyers should clearly state:
the required roughness value;
the unit used, such as µm or µin;
whether the finish is important for sealing, appearance, wear, or coating;
whether the requirement applies to the whole part or only to critical areas.
FAQ
Is Ra 3.2 µm similar to 125 microinch surface finish?
Yes. These are commonly treated as equivalent roughness expressions in different unit systems.
Is Ra ≤ 1.6 µm always necessary?
No. It is often useful for sealing faces, visible machined parts, or wear-related surfaces, but many structural or non-critical parts do not require such a tight finish.
Should roughness be specified on the full part or only on critical areas?
Whenever possible, it is better to specify the requirement only on functional or appearance-critical areas. This can help control cost and reduce unnecessary machining.
Surface Finish Support from YISHANG
YISHANG Metal Products Co., Ltd. is a metal products factory with more than 26 years of experience in custom metal manufacturing for wholesale and OEM/ODM projects.
We support custom sheet metal fabrication, CNC machining, surface finishing, assembly, packaging, and shipment for industrial metal parts.
Our material range includes stainless steel 304 / 316, low carbon steel, galvanized steel, aluminum, copper, and brass.
We are certified to ISO 9001 and RoHS. For projects with defined surface finish requirements, we can support drawing review, process evaluation, sample development, and production coordination.
If you have any questions or need a quote, please send us a message. One of our specialists will get back to you within 24 hours and help you select the correct valve for your needs.