
Introduction: The Art and Science of Joining Metal Without Melting It
In metal fabrication and industrial assembly, joint quality affects strength, leakage risk, dimensional stability, and long-term durability. While welding is often the first joining method considered, torch brazing remains an important process where lower heat input, cleaner joint geometry, or dissimilar metal joining is required.
Torch brazing forms a metallurgical bond without melting the base metals themselves. That difference is one of the main reasons it can reduce distortion and improve consistency in certain assemblies.
This guide explains how torch brazing works, how it compares with welding and soldering, which materials and consumables matter most, and what buyers and engineers should review when evaluating brazed parts for production use.
Where Torch Brazing Fits Best
Torch brazing is especially useful where the joint must be sealed, where dissimilar metals must be joined, or where the assembly cannot tolerate the distortion associated with fusion welding.
It is often used in HVAC tubing, metal frames, carbide tool joining, repair work, and certain low-to-medium volume industrial assemblies where flexibility and process control matter more than maximum structural load.
Part 1: The Core Concepts – Why Brazing is a Strategic Manufacturing Choice
Understanding the fundamentals of torch brazing is essential for informed process selection and RFQ specifications. This section outlines what torch brazing is, how it compares to other joining techniques, and why it’s particularly effective for joining dissimilar metals.
1.1 Torch Brazing Explained: A Metallurgical Bond
Torch brazing heats fitted metal parts above 840°F (450°C) while keeping the base metals below their melting temperature. A filler metal with a lower melting point is then introduced into the joint.
As the filler melts, capillary action draws it into the joint clearance. Once cooled, the filler solidifies and creates a continuous metallurgical bond between the parts.
Because the parent materials are not melted directly, torch brazing can be advantageous where lower heat input and joint cleanliness matter.

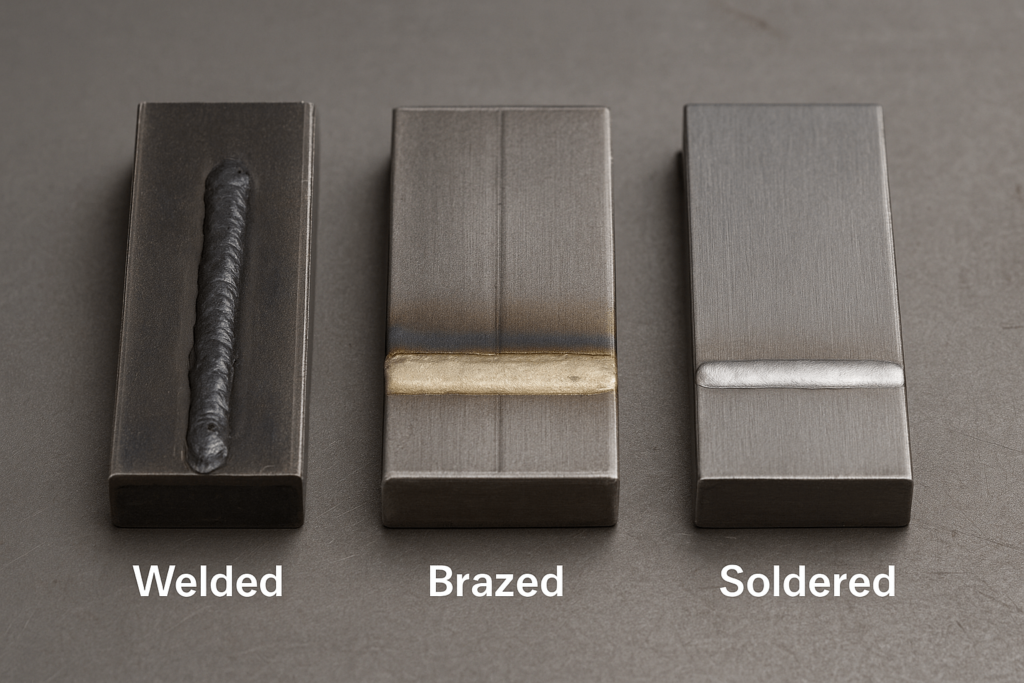
1.2 Brazing vs. Welding vs. Soldering: A Strategic Comparison
Choosing between brazing, welding, and soldering affects thermal distortion, joint strength, material compatibility, and process cost.
Welding: Melts and fuses the base metals. Best where structural strength is the top priority, but it can create warping and larger heat-affected zones.
Brazing: Uses a filler metal at lower temperature than welding. Useful for dissimilar metals and assemblies that need lower distortion.
Soldering: Uses even lower temperatures. Common in electronics and light-duty joints, but not suitable for most mechanical load-bearing applications.
| Characteristic | Welding | Brazing | Soldering |
|---|---|---|---|
| Temperature | Very High (>2,500°F) | High (>840°F) | Low (<840°F) |
| Base Metal State | Melted & Fused | Solid (Not Melted) | Solid (Not Melted) |
| Joint Strength | Strongest | Strong | Weakest |
| Key Advantage | Structural integrity | Low distortion; dissimilar materials | Minimal heat for sensitive components |
| Typical Use | Structural frames | HVAC, metal tools, copper-steel assemblies | Circuit boards, connectors |
1.3 The Science Behind the Bond: Capillary Action
The effectiveness of a brazed joint depends on capillary action, which allows molten filler metal to flow into a narrow joint gap between solid surfaces.
For this to work properly, three conditions are especially important:
Uniform heating so the filler flows at the correct temperature
Clean metal surfaces so oxide or contamination does not block wetting
Controlled joint clearance so capillary flow can occur effectively
Understanding these basics helps explain why brazing defects often trace back to poor fit-up, contamination, or uneven heating rather than filler alloy alone.
Part 2: Your Torch Brazing Toolkit – Specifying Equipment and Materials
Torch brazing quality depends on control of heat source, joint design, filler alloy, and flux selection. These variables must be matched to the base material and the type of joint being produced.
2.1 Choosing Your Flame: Torch & Fuel Selection
The torch setup and fuel gas determine flame temperature, heating rate, and operator control.
Oxy-acetylene: Very hot flame, often used where higher heating intensity is needed
Air-acetylene: Gentler flame, commonly used on copper and more heat-sensitive assemblies
For many jobs, a neutral flame is preferred because excessive oxidation can interfere with joint quality.

2.2 The Heart of the Joint: Choosing Brazing Rods
Filler metal selection affects joint strength, corrosion behavior, flow characteristics, and compatibility with the base materials.
Common classes include:
BAg (Silver Alloys): Often used for copper to steel or stainless steel joints because of strong flow and good joint performance
BCuP (Copper-Phosphorus): Common for copper-to-copper joints; not suitable for steel
BAlSi (Aluminum-Silicon): Used in aluminum brazing, where temperature control is especially important
| Base Metal 1 | Base Metal 2 | Recommended AWS BFM Class(es) | Key Considerations |
| Copper | Steel / Stainless Steel | BAg (e.g., BAg-24) | Use silver flux; avoid BCuP alloys |
| Copper | Copper | BCuP (e.g., BCuP-2) or BAg | Often self-fluxing; simpler process |
| Aluminum | Aluminum | BAlSi (e.g., BAlSi-4) | Requires aluminum flux and careful heat control |
| Steel | Tungsten Carbide | BAg (e.g., BAg-22 with Ni) | Use suitable flux for oxidation protection |
2.3 Why Flux Matters More Than You Think
Flux protects the joint area from oxidation and helps the filler metal wet the base surfaces properly. Without suitable flux, even the correct filler alloy may fail to flow or bond correctly.
Silver flux: Common for many copper and steel brazing jobs
Black flux: Often used where heating time is longer or oxidation resistance is more demanding
Flux selection should always be matched to both the base material and the working temperature range of the chosen filler metal.
Part 3: The 7-Step Brazing Process – From Prep to Perfection
A repeatable torch brazing process usually follows a structured sequence:
Design joints for correct fit-up – Lap joints are often preferred, with controlled clearance for capillary action
Prepare the surfaces – Remove grease, oxide, and contamination
Apply flux – Coat the joint area appropriately
Assemble and fixture the parts – Prevent movement during heating
Heat evenly – Focus on heating the base materials rather than melting the filler directly
Introduce the filler – Allow the heated joint to draw in the molten alloy
Clean after brazing – Remove residual flux and inspect the joint condition
Part 4: Troubleshooting – Diagnosing & Fixing Defects
Even with correct materials, brazing defects can still occur if the heating cycle, fit-up, or surface preparation is inconsistent.
| Defect | Visual Indicators | Root Cause | Fix |
| Lack of Wetting | Filler beads up, does not flow | Dirty joint, low heat, wrong flux | Clean surface, heat evenly, reapply flux |
| Porosity | Small voids | Gas entrapment, overheating, contamination | Improve cleaning and heat control |
| Cracks | Hairline splits after cooling | Rapid cooling, incompatible filler, excessive stress | Cool more gradually, review alloy selection |
| Distorted Joint | Poor alignment or rough appearance | Movement during heating or solidification | Improve fixturing and process stability |

Part 5: Real-World Applications – Brazing in Action
5.1 HVAC/R Systems
Torch brazing is widely used for refrigerant copper tubing and sealed pipe connections. In these systems, internal cleanliness is important, which is why nitrogen purging is often specified.

5.2 Aerospace & Automotive
Some heat exchangers, sensor housings, and dissimilar-metal assemblies use brazing where welding would create too much distortion or where multi-metal joining is required.
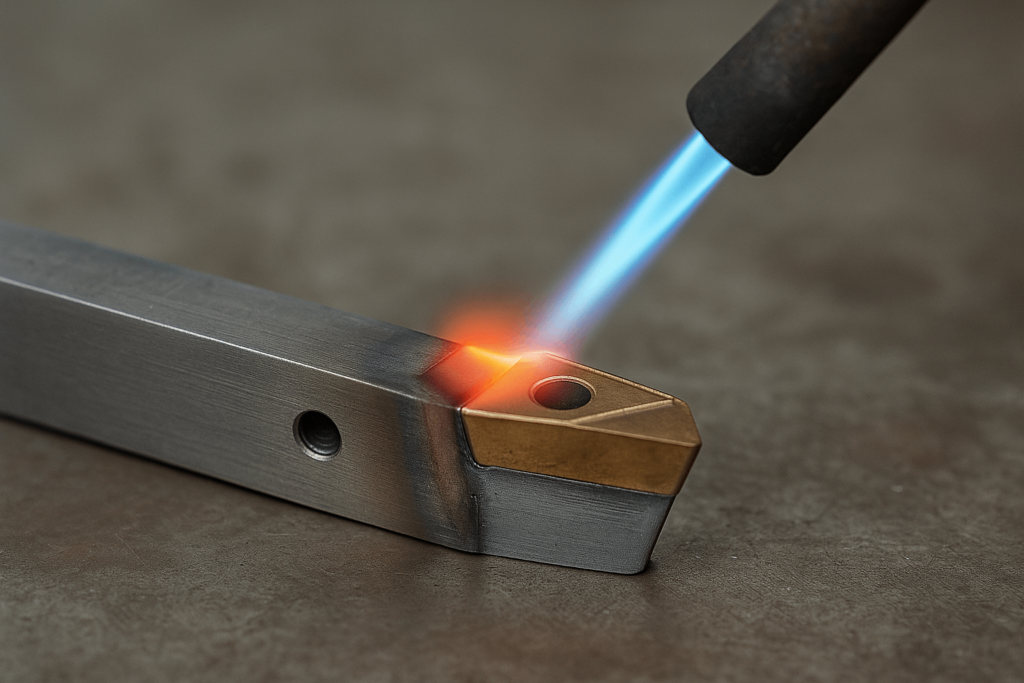
5.3 Carbide Tools & Metal Frames
Brazing is commonly used to join tungsten carbide to steel and is also applied in selected metal-frame assemblies where heat control and lower distortion are important.
A Practical Supplier Screening Rule
If a supplier can name a filler alloy but cannot explain joint clearance, flux selection, heating control, and post-braze cleaning, the brazing recommendation is incomplete.
For torch brazing, process control matters as much as consumable choice.
Part 6: Safety First – Torch Brazing Safety Checklist
PPE: Use suitable eye protection, gloves, and flame-resistant clothing
Ventilation: Provide local exhaust where flux fumes or combustion gases may accumulate
Gas Cylinder Protocol: Store cylinders upright and away from heat or ignition sources

Part 7: The Future of Brazing – Beyond the Torch
Torch brazing continues to be important, but other brazing methods are increasingly used where automation, speed, or precision control must be improved.
Induction brazing: Fast and repeatable, well suited to automated production
Laser brazing: Useful where precision and lower visible distortion are priorities
Even with these developments, torch brazing remains relevant for prototypes, repairs, low-volume production, and flexible joining of dissimilar metals.
What Buyers Should Confirm Before Approving Torch Brazing
Before approving torch brazing for a project, buyers should confirm:
Whether the selected filler alloy matches both base metals
Whether joint geometry and clearance are appropriate for capillary flow
Whether flux residues can be removed reliably after brazing
Whether the supplier can demonstrate repeatable heating control and inspection practice
Whether the process is suitable for the required strength, leak-tightness, or appearance standard
These checks help determine whether torch brazing is truly the right process for the application instead of simply being the most familiar one.
