Before choosing between blind holes and through holes, it’s important to understand their basic difference:
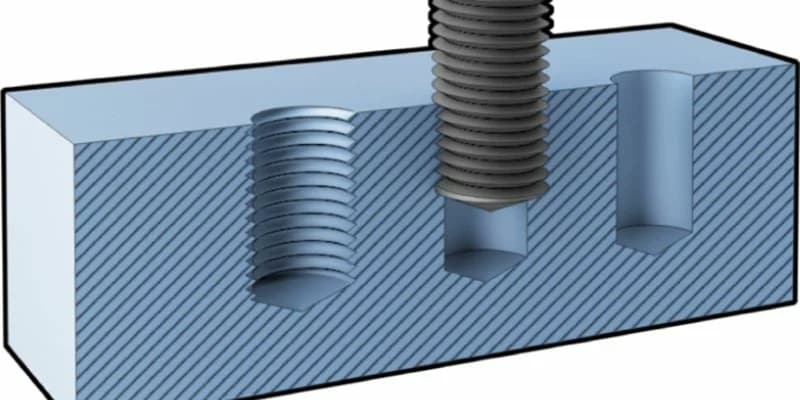
Blind Hole: Terminates at a specific depth with a closed bottom.
Through Hole: Passes entirely through the part.
| Feature | Blind Hole | Through Hole |
|---|
| Visibility | Concealed fastener | Fastener may protrude |
| Structural Impact | Maintains sealing and aesthetics | Easier access; faster assembly |
| Machining Cost | Slightly higher due to precision | Lower; simpler setup |
| Tolerance Complexity | High—requires control of depth/thread | Low—simple depth monitoring |
Blind holes are preferred when sealing, surface finish, or access from one side is critical.