
A blind hole is a drilled or milled hole that terminates at a specific depth without passing completely through the material.
Blind holes are a critical element in precision machining, particularly for sourcing custom metal components used in equipment, enclosures, or structural frames. For industrial procurement professionals, understanding blind hole functionality ensures proper design fit, reduces production errors, and improves assembly efficiency. Drawing on over 26 years of global manufacturing experience, YISHANG provides this guide to help buyers make informed sourcing decisions.
What Is a Blind Hole?
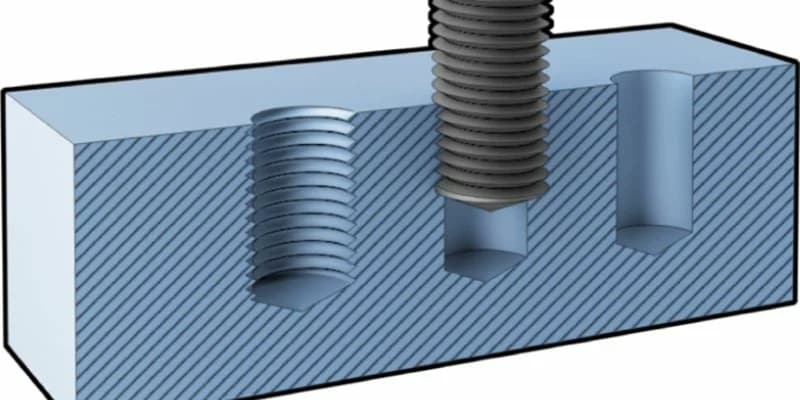
A blind hole is a drilled or milled hole that ends at a predetermined depth, not passing through the part’s full thickness. Unlike through holes, blind holes are preferred when fasteners should remain concealed or when reverse-side access is limited.
Common Characteristics:
Closed bottom with a fixed depth
Often threaded internally (blind tapped hole)
Requires precision depth control and proper chip clearance
Typically found in housings, brackets, and base plates
For instance, in a laser-cut aluminum enclosure, blind holes enable mounting internal components without altering the visible surface.
Common Blind Hole Applications Across Multiple Industries
Industrial buyers frequently specify blind holes in the following categories:
| Industry | Common Applications |
|---|---|
| Automotive | Engine blocks, mounting points, brackets |
| Aerospace | Lightweight components, actuators |
| Electronics | PCB mounts, internal fasteners |
| Medical Devices | Sensor frames, assembly plates |
| Machinery | Gear housings, precision control units |
Blind Hole Machining Techniques: Tools and Methods for Precision CNC Machining
When sourcing parts with blind holes, your supplier’s machining capabilities directly affect fit, function, and rework risk.
Machining Essentials
Twist drills for general-purpose drilling
Flat-bottom tools for consistent depth control
Bottoming taps for blind threaded holes
Quality-Control Tips
Set CNC machines with precise depth limits
Utilize peck drilling to improve chip evacuation
Apply coolant flushing to prevent heat buildup inside holes
Buyer Tip: Verify hole and thread depths independently; overthreading is a common cause of assembly issues.
Threading Blind Holes: Methods and Considerations
Blind tapped holes demand specialized tools and methods:
Bottoming Taps – Cut threads near the bottom of the hole for maximum engagement
Spiral Flute Taps – Efficiently evacuate chips, especially in deeper blind holes
Helical Interpolation (CNC) – Uses a milling cutter instead of a tap, reducing tool breakage in hard materials
Buyer Tip: Specify whether threads should extend fully or partially to prevent assembly problems.
Essential Design Guidelines for Blind Hole Components: Best Practices and Key Considerations
Effective blind hole design reduces defects and ensures consistency across production batches.
Best Practices
Maintain a depth-to-diameter ratio of 3:1–4:1
Include thread relief zones to protect cutting tools
Specify hole bottom shape clearly (flat, conical, or rounded)
Material-Specific Considerations
| Material | Key Consideration |
|---|---|
| Aluminum | Easy to drill; watch for chip clogging |
| Stainless Steel | Harder to tap; requires sharper tooling |
| Brass | Clean finish; ensure chip evacuation |
When specifying blind holes, consider both material machinability and tolerance stack-up for reliable outcomes.
Choosing Blind Hole vs Through Hole: Key Differences in Manufacturing
Before choosing between blind holes and through holes, it’s important to understand their basic difference:
Blind Hole: Terminates at a specific depth with a closed bottom.
Through Hole: Passes entirely through the part.
| Feature | Blind Hole | Through Hole |
|---|---|---|
| Visibility | Concealed fastener | Fastener may protrude |
| Structural Impact | Maintains sealing and aesthetics | Easier access; faster assembly |
| Machining Cost | Slightly higher due to precision | Lower; simpler setup |
| Tolerance Complexity | High—requires control of depth/thread | Low—simple depth monitoring |
Blind holes are preferred when sealing, surface finish, or access from one side is critical.
What to Review in Technical Drawings
Accurate technical drawings are essential to prevent miscommunication with suppliers.
YISHANG recommends adhering to industry standards such as ASME Y14.5 or ISO 2768 where applicable.
Example Hole Callout:
Ø10 mm x 14 mm deep, M6 thread to 10 mm – clearly defines hole diameter, drill depth, and thread depth.
Blind Hole Symbols:
Ø = Diameter
↧ = Depth
M = Thread specification (e.g., M6)
Example Interpretation: Ø10 ↧14, M6 to 10 mm indicates a 10 mm diameter hole, 14 mm deep, with 10 mm of M6 thread.
Buyer Checklist:
Verify if thread depth is less than total hole depth
Confirm hole bottom type (especially for blind tapped holes)
Request CAD models with sectional views for review
Inspection and Post-Machining Preparation for Blind Holes
Effective quality control is crucial for high-volume blind hole components.
Recommended Tools
Depth gauges for precise dimensional verification
GO/NO-GO gauges to ensure thread accuracy
Cleaning & Finishing
Use compressed air to remove debris
Employ ultrasonic cleaning for internal cavities
Remove burrs to ensure proper plating or powder coating
Blind Hole Machining – Advanced Techniques for Precision
When sourcing parts with blind holes, advanced machining techniques ensure high precision and reliable results, especially for deeper or threaded blind holes.
Advanced Drilling Techniques:
Peck Drilling: Critical for deep blind holes; reduces chip accumulation and heat generation
Laser-Assisted Drilling: Ideal for hard-to-machine materials like stainless steel and titanium; ensures high precision with minimal tool wear
Tool Selection:
Step Drills: Efficient for blind holes with varying diameters
Deep-Hole Drills: Specialized tools for accurate drilling without damaging the material
Cost-Effective Procurement – How to Minimize Risks
Minimizing procurement risks in blind hole machining can improve your project timelines and ensure cost efficiency.
Key Procurement Strategies:
Multi-Supplier Sourcing: Reduce risk by engaging multiple suppliers
Detailed RFQs: Provide complete drawings and specifications to prevent errors
Prototype Production: Test a prototype or sample prior to large-scale orders to confirm specifications
Innovations in Blind Hole Technology
As demand for precision components increases, new technologies are emerging to enhance blind hole machining.
Laser Drilling:
Provides high precision for hard-to-machine materials, including titanium and stainless steel, producing burr-free holes with minimal tool wear.
Materials and Coatings:
Diamond-coated and CVD-coated tools enhance tool longevity and increase machining efficiency.
Sustainability in Blind Hole Manufacturing
Sustainability is a growing priority in industrial manufacturing, and blind hole machining is no exception.
Eco-Friendly Practices:
Energy-Efficient CNC Machines: Lower power consumption during production
Material Recycling: Reuse aluminum shavings and other metal waste to reduce environmental impact
Conclusion
Blind holes are a critical consideration for international buyers, influencing product lifecycle, aesthetics, and functionality.
Clearly defined specifications and partnering with the right supplier minimize delays and enhance long-term assembly success.
With over 20 years of experience, YISHANG delivers high-precision blind hole components for clients in automotive, electronics, and machinery industries worldwide.
FAQ
Can a blind hole be threaded?
Yes. Blind tapped holes are often used for concealed fasteners. Bottoming taps maximize thread engagement without breaking through.
How deep should a blind hole be?
Typically 3–4× the hole diameter. For threaded blind holes, leave extra unthreaded space at the base.
What is the tolerance range?
±0.05 mm for diameter and ±0.1 mm for depth are standard in CNC precision machining.
What should buyers provide when requesting a quote?
Hole diameter, total depth, and thread specifications
CAD files (2D and STEP preferred)
Material type and projected quantity
Need reliable blind hole machining? Partner with YISHANG for accurate CNC fabrication, clean threading, and full-scale production control.
📩 Send us your drawing today to get a fast quote and technical feedback from our team.
