
Introduction
Buyers usually do not search for a machining center because they need a dictionary definition.
They search because a factory decision is in front of them.
A new product line may need tighter tolerances. A growing order book may be exposing the limits of existing 3-axis capacity. A contract manufacturer may be deciding between a flexible VMC setup and a higher-throughput HMC cell. In each case, the machine itself is only part of the question. The larger issue is whether that machine will improve uptime, lower cost per part, support future part complexity, and stay relevant long enough to justify the capital invested.
That is why this article approaches machining centers from a sourcing and manufacturing perspective rather than a textbook one. It is written for procurement managers, production leaders, engineers, and OEM buyers who need to connect machine capability with business reality.
Precision Engine Anatomy: How Core Components Drive Performance
A machining center is not valuable because it has one impressive specification.
It becomes valuable when its subsystems work together in a way that matches the part mix, material profile, operator skill level, and production model of the factory using it.
The CNC Controller and HMI
The control platform is where machine capability becomes usable capability. A strong controller does more than execute G-code. It shapes setup efficiency, recovery speed after interruptions, operator learning curve, and compatibility with CAM workflows.
From a buyer’s perspective, the controller matters because it affects:
- programming compatibility
- setup speed
- error recovery
- traceability and data access
- long-term integration with digital manufacturing systems
A powerful machine paired with an awkward or closed control environment often underdelivers in real factory use.
The Spindle System
The spindle defines the cutting character of the machine.
Its speed, torque profile, vibration behavior, and thermal stability determine whether the machine is best suited to aluminum finishing, steel roughing, mold work, titanium machining, or mixed-material production.
A practical way to view spindle selection is below:
| Drive Type | Main Character | Typical Strength | Typical Limitation | Best-Fit Use Case |
| Belt-Drive | Balanced and economical | Solid general-purpose performance | More vibration than higher-end options | General machining, steel, mixed-shop work |
| Direct-Drive | Fast and smooth | High-speed accuracy and lower vibration | Lower low-end torque in some configurations | Aluminum, mold finishing, lighter precision work |
| Geared-Head | Torque-focused | Strong cutting force for difficult alloys | Lower maximum speed and potentially more vibration | Titanium, Inconel, heavy-duty industrial parts |
The Automatic Tool Changer (ATC)
ATC performance is often underestimated during early machine comparison.
In real production, tool magazine capacity and tool-change speed influence how well a machine handles complex parts, unattended operation, and multi-operation cycles. A machine that spends less time waiting between tools usually creates more usable spindle time per shift.
The Machine Structure and Workholding Base
Rigidity is where theoretical accuracy becomes real repeatability. A strong cast structure, stable guideway design, and well-matched workholding approach protect the process from vibration, movement, and thermal distortion.
For buyers producing aerospace parts, medical components, molds, or tightly toleranced housings, this is not a background detail. It is one of the main reasons two machines with similar travel ranges can produce very different results on the floor.
The Core Showdown: VMC vs. HMC — A Strategic Production Decision
The comparison between VMC vs HMC is one of the most important decisions in machining-center procurement because it affects layout, fixturing logic, labor usage, chip control, and automation potential.
A Vertical Machining Center (VMC) is often the more flexible and accessible choice. It usually costs less upfront, is easier for operators to approach, and suits prototypes, general-purpose work, and lower-volume or mixed-part production.
A Horizontal Machining Center (HMC) is built for a different production logic. It is usually stronger in multi-face machining, better at chip evacuation, and more valuable when paired with pallet systems for high-throughput work.
| Feature | VMC | HMC |
| Spindle orientation | Vertical | Horizontal |
| Typical advantage | Simpler setup, lower entry cost, flexible job-shop use | Better chip evacuation, stronger automation fit, multi-side machining |
| Best fit | Flat parts, prototypes, varied part mix | Production lines, tombstone workholding, higher spindle utilization |
| Main limitation | Chips may collect on part surface; more idle time during setup | Higher initial investment and more complex planning |
| Automation potential | Moderate | High |
For buyers, the decision is not about which one is “better” in abstract terms. It is about which one fits the production model.
If the factory needs agility and broad usability, a VMC may be the right move. If the goal is sustained output, lower handling time, and higher unattended utilization, an HMC often creates stronger long-term value.

The Fifth Axis: Unlocking Geometric Freedom and Process Efficiency
A 5-axis machining center is not automatically the right investment just because it is more advanced.
Its real value appears when part geometry, setup count, and tolerance stacking begin to limit what a 3-axis or 3+2 strategy can do efficiently.
There are two practical levels buyers should separate clearly:
3+2 Positional Machining
The part is indexed into position using rotary motion, and cutting then happens in conventional axes. This is often enough for many complex parts that need multi-face access but not continuous contour motion.
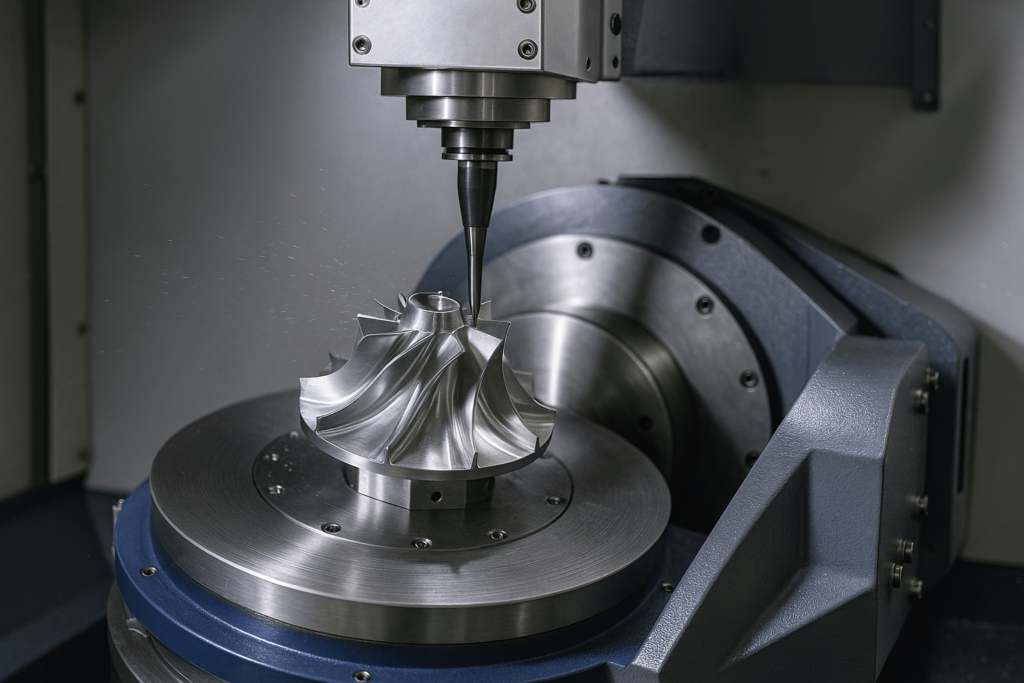
Simultaneous 5-Axis Machining
All axes move together during cutting. This is essential for parts such as:
- impellers
- turbine blades
- orthopedic implants
- advanced aerospace contours
- high-complexity molds
For procurement teams, the right question is not “Should we buy 5-axis because it is more capable?”
It is:
Will 5-axis reduce enough setups, enough handling, and enough accumulated tolerance error to justify the added capital and process complexity?
When the answer is yes, 5-axis does more than expand geometry. It shortens lead times, improves part consistency, and opens access to higher-value work.
Industry Applications: Where Machining Centers Prove Indispensable
The best machining-center decisions are usually made by starting with the parts, not the brochure.
Different industries create different stresses on the machine:
Aerospace
High-strength materials, complex contours, and demanding tolerance control push buyers toward rigid structures, strong spindle torque, and excellent thermal stability.
Medical
Small parts, fine finishes, and extreme repeatability make machine consistency more important than raw spindle horsepower. Here, precision and process control outweigh aggressive material-removal rates.
Automotive
In automotive programs, uptime, cycle time, and fixture logic are often more important than extreme geometric freedom. HMCs with pallet changers and robust tool handling frequently make the most sense in these environments.
Energy and Heavy Industry
Large valve bodies, turbine-related parts, and heat-resistant alloys require torque, rigidity, and reliable chip evacuation.
General Industrial Machinery
For brackets, plates, housings, and mixed-production parts, flexibility matters. In these programs, the best machine is often not the most advanced one, but the one that handles varied materials and changing workloads with the fewest disruptions.
Beyond Speed: Automation, Uptime, and ROI in Focus
Machine-tool brochures often highlight feedrate, spindle speed, and acceleration.
Those figures matter, but they rarely explain where real ROI comes from.
For most factories, ROI improves when the machine spends more time cutting and less time waiting. That is why automation-readiness, pallet exchange logic, probing, tool monitoring, and in-process compensation often matter more than headline speed numbers.
A machine that cuts slightly slower but runs longer, stops less, and supports predictable unattended operation can outperform a faster machine with poor uptime.
For buyers, the practical ROI questions usually include:
- How much spindle utilization is realistic in our environment?
- Can setups happen offline?
- Does the machine support night or low-attention shifts?
- How are tool failures detected before scrap multiplies?
- Does the machine fit the labor model we actually have?
Seen this way, a machining center is not just a cutting asset. It is a platform for stable production economics.

Choosing the Right Fit: Procurement Criteria That Matter
A machining-center purchase becomes safer when buyers evaluate the machine as part of a system, not as a standalone spec sheet.
Work Envelope and Travel Range
The machine must fit the largest practical workpiece, fixture, tool length, and future program flexibility—not just today’s drawing.
Spindle Power and Speed Profile
A machine chosen for aluminum-intensive work may not be the right machine for stainless steel or nickel alloys. Spindle profile has to match the dominant material mix.
Tool Magazine Capacity and ATC Speed
Magazine capacity matters far more in mixed-part or multi-operation production than many early buyers expect. If the machine constantly waits on tool availability or tool swaps, part throughput suffers.
Control Platform and Integration Ecosystem
Control compatibility affects operator training, CAM linkage, data collection, and future digital-factory integration. Open, familiar, and well-supported platforms are usually easier to scale operationally.
Structural Rigidity and Thermal Management
Long cycles and high-precision work expose weaknesses in machine structure fast. Rigidity and thermal discipline are often the difference between short-term capability and long-term repeatability.
Service Infrastructure and OEM Support
A machine without dependable service support can become a production bottleneck regardless of how good its catalog specifications look. Spare parts availability, remote diagnostics, response time, and field support all deserve serious weight in the buying decision.
Troubleshooting and Maintenance: Keeping Performance Consistent
Even a strong machining center will gradually lose performance if maintenance is treated as a reaction instead of a system.
Common Symptoms and Root Causes
| Symptom | Likely Root Cause | Operational Risk |
| Chatter or vibration | Tool imbalance, spindle issues, structural instability | Surface-finish loss, tool breakage |
| Repeatability drift | Encoder, ballscrew, thermal, or alignment issues | Dimensional inconsistency |
| Unexpected tool failure | Wrong cutting data, contaminated holders, poor monitoring | Scrap and unplanned stoppage |
| Heat-related deviation | Poor thermal management or coolant instability | Accuracy loss over long cycles |
Preventive Maintenance Tactics
The strongest machining operations treat maintenance as part of process control.
That usually means:
- routine geometry checks
- spindle and vibration monitoring
- coolant and lubrication management
- toolholder cleanliness control
- scheduled calibration and compensation reviews
For buyers running high-value parts, maintenance is not a background function. It directly protects quality output.
Looking Ahead: Machining Centers in the Era of Industry 4.0
The role of the machining center is changing.
It is no longer only a subtractive machine. In advanced factories, it is also a data source, a maintenance subject, and part of a larger connected production system.
Key Emerging Trends
- Digital twins are improving setup planning and reducing trial-and-error on the shop floor.
- Adaptive controls are helping optimize toolpaths based on live cutting conditions.
- Predictive maintenance systems are reducing surprise downtime through sensor-driven monitoring.
- Open protocol connectivity is making it easier to link machines with MES, ERP, and quality systems.
For procurement teams, this means future-fit machine selection is becoming broader than travels, horsepower, and price. The machine also needs to fit the factory’s digital direction.

FAQs: Key Questions About Machining Centers
What is a machining center and how does it differ from a CNC mill?
A machining center is a more integrated and production-ready form of CNC milling equipment, typically equipped with an automatic tool changer, enclosure, programmable coolant, and stronger support for repeatable multi-operation work.
What is the difference between HMC and VMC?
A VMC uses a vertical spindle and is often favored for flexibility and easier setup. An HMC uses a horizontal spindle and is usually stronger in chip evacuation, multi-face machining, and automation-heavy production.
When should I invest in a 5-axis machining center?
When part geometry, setup count, and tolerance stacking are limiting production efficiency or quality, 5-axis capability can become financially and technically justified.
How does automation improve machining ROI?
Automation raises spindle utilization, reduces idle time, supports unattended operation, and lowers labor dependency in repetitive production.
What is predictive maintenance in CNC machining?
It is the use of sensor data—such as vibration, temperature, spindle load, and cycle patterns—to detect machine-health issues before they turn into unplanned downtime.
How much does a machining center cost?
Pricing varies widely by size, axis count, spindle class, control platform, precision level, and automation readiness. Entry-level vertical machines may begin around the lower end of industrial CNC pricing, while advanced 5-axis or automation-integrated systems can reach several hundred thousand dollars or more.
Conclusion
A machining center is not just a machine purchase. It is a production decision with long-term effects on throughput, quality, labor efficiency, maintenance strategy, and future flexibility.
The best buying decision usually comes from asking practical questions early:
- What kind of parts will this machine run most often?
- What level of uptime do we actually need?
- Where will automation matter most?
- Is our bottleneck geometric complexity, cycle time, or labor?
- Will this machine still fit our production model in three to five years?
For OEMs, contract manufacturers, and industrial buyers, competitive advantage rarely comes from buying the machine with the most impressive brochure. It comes from choosing the machine whose capability matches the real work, the real factory, and the real business plan.
At YISHANG, we support global buyers with machining-focused manufacturing insight, production planning support, and OEM/ODM execution grounded in real part behavior and long-run factory demands.
