
When a 0.05 mm Error Becomes a Big Problem
In volume manufacturing, a hole that is only slightly out of size can create a disproportionately large commercial problem. A 0.05 mm deviation may look minor on paper, but in real assembly it can lead to loose fasteners, forced fits, rejected parts, line stoppages, and urgent rework.
For buyers, this is why reaming matters. It is not just a finishing step. It is a practical way to reduce fit-related risk and protect downstream assembly consistency across large production lots.
When high-volume parts move through multiple facilities, small dimensional errors become expensive very quickly. A reamed hole can be the difference between smooth assembly and a delayed shipment.
Understanding Reaming in Metal Fabrication
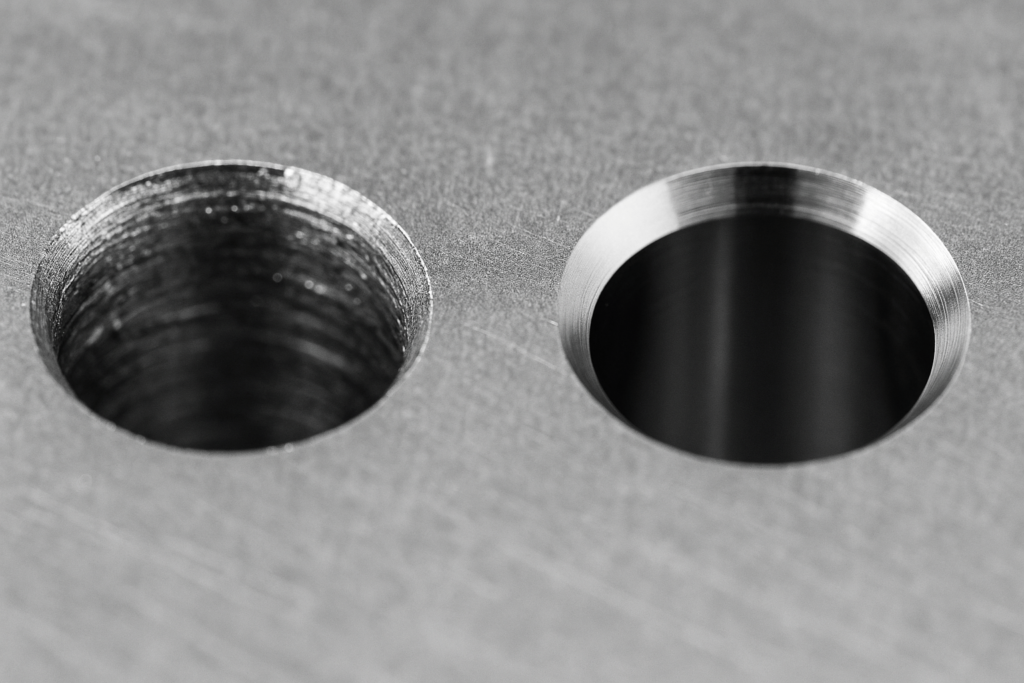
Reaming is a hole-finishing process used after drilling or a similar opening operation. Its purpose is to bring the hole to a more accurate final diameter while also improving roundness, cylindricity, and surface finish.
For procurement teams, the key point is simple: drilling makes the hole, but reaming makes the hole reliable for fit-critical use. Where dowel positioning, fastener stability, alignment, or smooth assembly matters, reaming often becomes one of the most cost-effective process upgrades in the whole manufacturing route.
This is especially true in metal enclosures, brackets, cabinets, structural frames, and CNC parts where repeated hole quality affects full-batch usability.
Where Reaming Fits in the CNC Workflow
In a typical CNC workflow, reaming takes place after the hole is drilled undersize and before final inspection. This sequence matters because reaming is not designed to correct a badly placed or badly formed hole. It is designed to refine an already suitable pre-hole into a more precise final result.
For buyers, that means reaming works best when it is supported by correct drilling strategy, stable fixturing, and a clear inspection plan.
When these conditions are controlled properly, reaming helps the whole production route become more predictable.
Four Factors That Define Reaming Quality
Machine Stability & Fixturing
Reaming is highly sensitive to instability. Vibration, poor clamping, or unsupported thin material can quickly lead to oversize holes, taper, chatter, or poor surface finish.
Tool Design & Material
Reamer geometry and tool material strongly affect performance. Different alloys and hole conditions may require different flute styles, tool materials, or coatings to maintain dimensional stability and edge quality.
Cutting Fluid & Temperature Control
Coolant and lubrication are not secondary details. They influence heat, chip evacuation, surface condition, and consistency over long production runs.
Pre‑hole Accuracy & Allowance
Reaming cannot rescue a poor pre-hole. If the pre-drilled hole is already too large, badly located, or geometrically unstable, reaming will only reproduce that weakness more precisely.
Restored Table Structure:
| Quality Factor | What It Controls | Typical Buyer Concern |
|---|---|---|
| Machine stability & fixturing | Roundness, taper, chatter risk | Batch inconsistency and scrap |
| Tool design & material | Size control, finish, tool life | Oversize holes and short tool life |
| Cutting fluid & temperature | Heat, chip removal, wall finish | Drift during long runs |
| Pre-hole accuracy & allowance | Final size stability | Reaming cannot correct bad drilling |

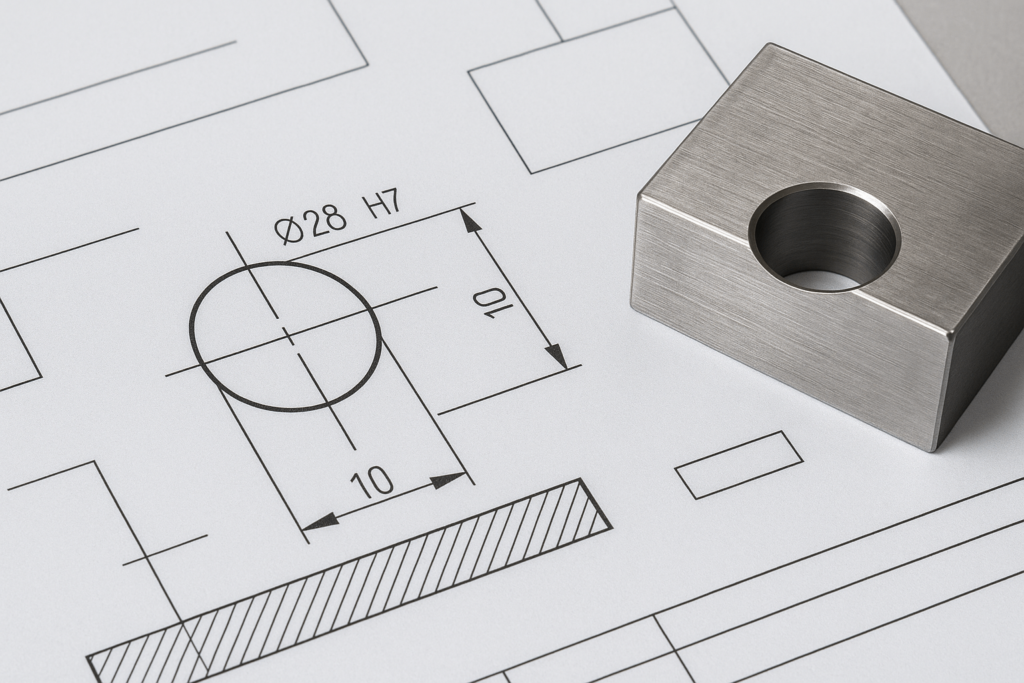
How to Specify Reaming in RFQs (Buyer Checklist)
Reaming should be clearly defined in the RFQ or drawing package. If the finishing intent is vague, suppliers may quote different process routes or assume different tolerance expectations, which creates avoidable confusion later.
For buyers, it is useful to specify the final diameter, tolerance class, positional requirements, surface finish target, pre-hole allowance where relevant, inspection method, sampling logic, and packaging expectations. The clearer the RFQ, the more predictable the quote and delivery outcome.
Making Reaming Repeatable in Production
Repeatable reaming depends on process control, not operator luck.
Stable production requires the right combination of drilling accuracy, tool life management, coolant consistency, machine stability, in-process checks, and final inspection. For buyers, repeatability matters more than one good sample because the real risk is batch drift over time.
Common Challenges and Proven Fixes
Most reaming problems come from a manageable set of causes: worn tools, unstable fixturing, poor coolant control, incorrect allowance, or unsuitable cutting parameters.
For procurement teams, the important lesson is that a capable supplier should be able to diagnose these issues systematically, explain the cause, and show how the process was stabilized. That is a better sign of manufacturing maturity than simply claiming “tight tolerance” in a quotation.
Why Choose Reaming Over Other Methods (Decision Model)
Reaming is not the only hole-finishing method, but it is often the most balanced choice when buyers need tight and repeatable hole size, smoother surface finish, and higher throughput than more specialized finishing processes.
Compared with drilling alone, it gives much better dimensional control. Compared with honing or grinding, it is usually faster and more economical for large production quantities where ultra-precision is not required.
Restored Table Structure:
| Method | Typical Accuracy | Surface Finish | Throughput | Best Use Case |
| Drilling only | Lower | Rougher | Very fast | Non-critical holes |
| Reaming | High and repeatable | Smooth | Fast | Fit-critical production holes |
| Boring | High | Moderate to smooth | Medium | Larger diameters, adjustable on-machine |
| Honing | Very high | Very smooth | Slow | Thick-wall precision bores |
| Grinding | Ultra-high | Very smooth | Slowest | Extreme precision requirements |
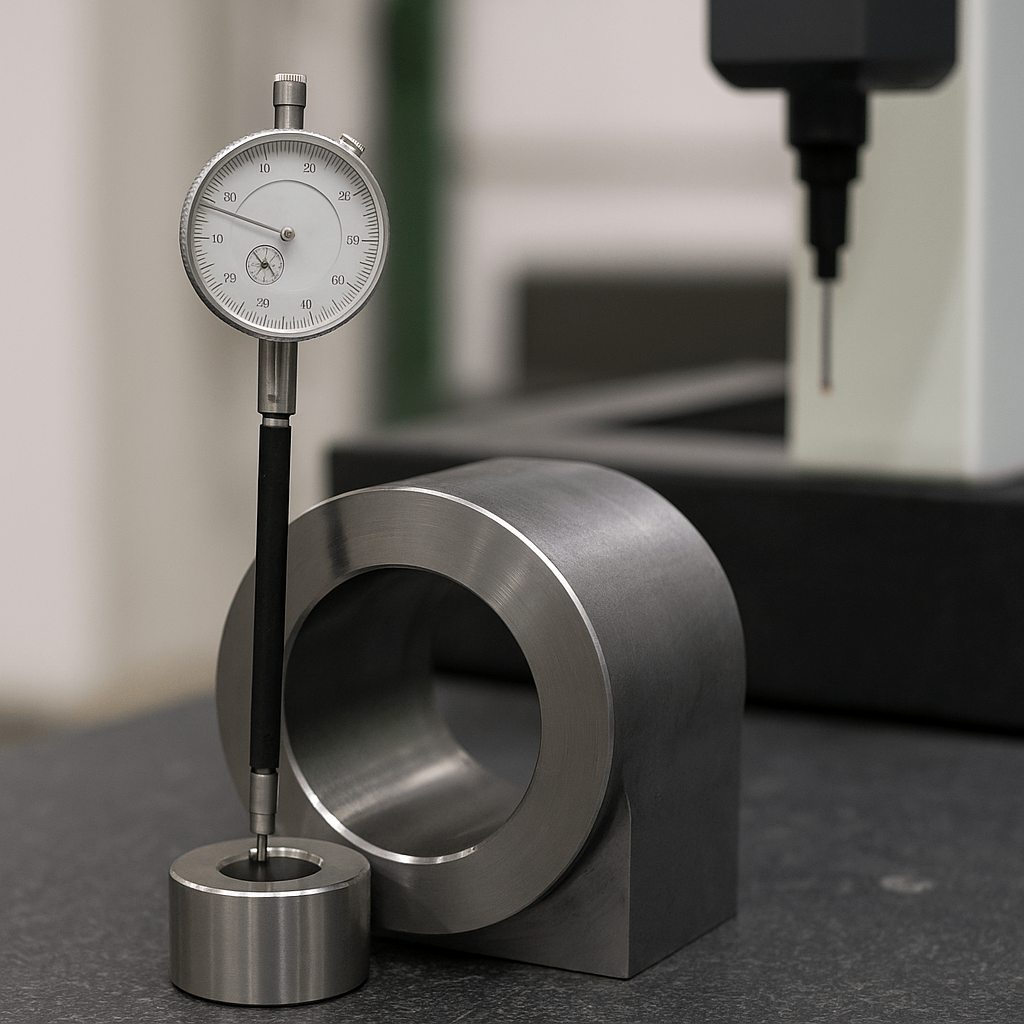
Quality Assurance for Export Orders
For export orders, reaming quality should be supported by a documented inspection approach. Buyers should look for suppliers who can verify hole size, positional accuracy, surface condition, measurement-system control, and batch traceability.
This is especially important when parts are shipped internationally and the first real fit test may happen far from the factory. Strong pre-shipment inspection reduces that risk.
Cost & Lead‑Time Levers Buyers Control
Buyers influence reaming cost more than they often realize.
Tolerance selection, batching strategy, feature standardization, and fixture-friendly design all affect cycle time, tooling efficiency, inspection burden, and true lead time. In many projects, the biggest savings come from better specification discipline rather than price pressure alone.
Sustainability & Reliability Benefits
Because reaming removes only a small amount of material, it can support lower scrap, longer tool life, and more stable process control compared with heavier corrective operations.
For buyers, those advantages show up as better consistency and lower waste across repeat orders.
Key Takeaways
Reaming is one of the most practical ways to improve hole reliability in high-volume metal production. It supports tighter fits, smoother assembly, and stronger dimensional confidence when the process is specified clearly and controlled correctly.
FAQs (Buyer‑Focused)
What tolerance can reaming achieve in stainless steel?
With stable fixturing, the correct tooling, and controlled coolant, reaming can hold tight production tolerances suitable for many fit-critical industrial parts.
How much undersize should the pre‑drilled hole be?
The correct allowance depends on final hole diameter, material, and tool geometry. The supplier should align this with the chosen reamer and production method.
Can reaming be used for aluminum parts?
Yes. Aluminum can be reamed successfully, but lubrication and tool condition are important to avoid built-up edge or poor wall finish.
How do we avoid chatter during reaming?
Good fixturing, stable machine conditions, proper feed control, and the right reamer geometry are the main controls.
Is reaming cost‑effective for large batch production?
Yes, especially where the project depends on repeatable hole fit and lower assembly risk.
Do you support prototypes before bulk orders?
Yes. Early prototype validation helps confirm allowance, fit, and inspection logic before the order moves into full production.
Appendix — Quick RFQ Reference
For buyers preparing RFQs, a useful quick reference should include target fit class, diameter callout, positional tolerance, required finish, inspection method, and critical-vs-noncritical feature logic. These details make supplier evaluation faster and reduce interpretation errors at quotation stage.
Restored Table Structure:
| RFQ Item | Example | Why It Matters |
| Final diameter | ⌀10.00 H7 | Defines the actual fit target |
| Positional tolerance | ⌀0.10 to datums A-B-C | Controls assembly alignment |
| Surface finish | Ra ≤ 1.6 µm | Supports torque, sealing, or dowel fit |
| Deburr / chamfer | 0.2 × 45° max | Protects assembly and coating |
| Inspection method | Bore gauge + CMM sampling | Aligns QA with risk level |
| Packaging protection | Hole plugs / anti-rust wrap | Preserves condition after shipment |
At Yishang Metal Products Co., Ltd., we support OEM and wholesale customers with custom metal fabrication where dimensional control is critical to fit and assembly performance. With 26+ years of manufacturing experience, we support processes including laser cutting, bending, stamping, welding, CNC machining, surface treatment, assembly, packaging, inspection, and shipment.
For projects involving precision hole features, we help customers align process planning, inspection logic, and manufacturing control with real application needs.
📩 If you are evaluating reamed hole requirements for your next metal project, send us your drawings or requirements to discuss the most suitable manufacturing approach.
