
Why Dimensional Clarity Drives Smooth Procurement
Dimensional mistakes rarely look serious at the quotation stage. A drawing may show “Ø30 mm,” both sides may assume they understand it, and the purchase order may move forward without questions. The problem appears later—when the tube cannot fit the shaft, the housing does not accept the part, or a full batch fails incoming inspection.
In custom metal manufacturing, the difference between ID and OD is not a small drafting detail. It affects tooling, tolerances, wall thickness, material cost, inspection methods, and final assembly. For B2B buyers, OEM sourcing teams, and engineers, clarifying diameter requirements early is one of the simplest ways to prevent rework, shipment delays, and unnecessary cost.
This guide explains how to define inner diameter (ID) and outer diameter (OD) in RFQs, drawings, and production discussions so that suppliers can manufacture the part according to its real function—not just a number on a drawing.
ID vs. OD: What Comes First in Fit
A practical way to decide is this:
If the part needs to hold, carry, guide, or allow something to pass through, the ID usually comes first.
If the part needs to fit into another part, frame, cavity, fixture, or enclosure, the OD usually comes first.
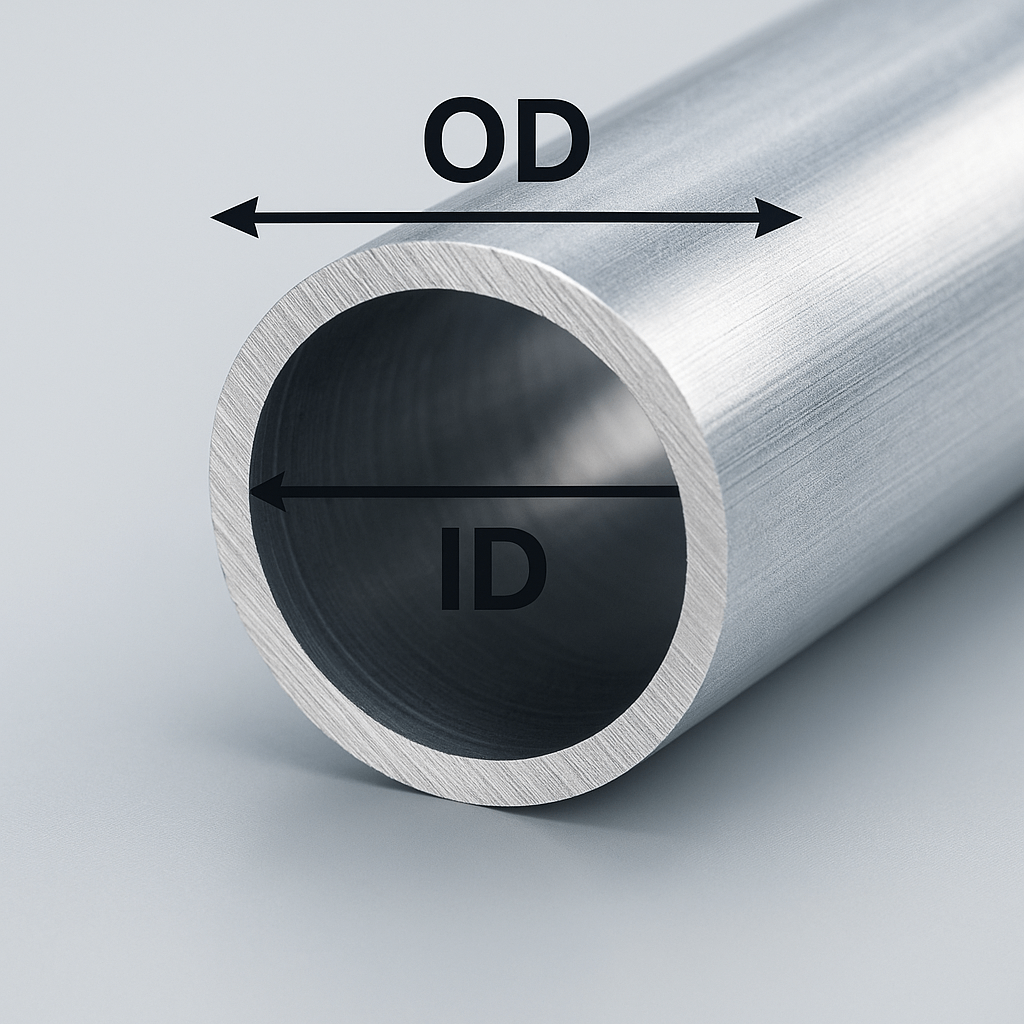
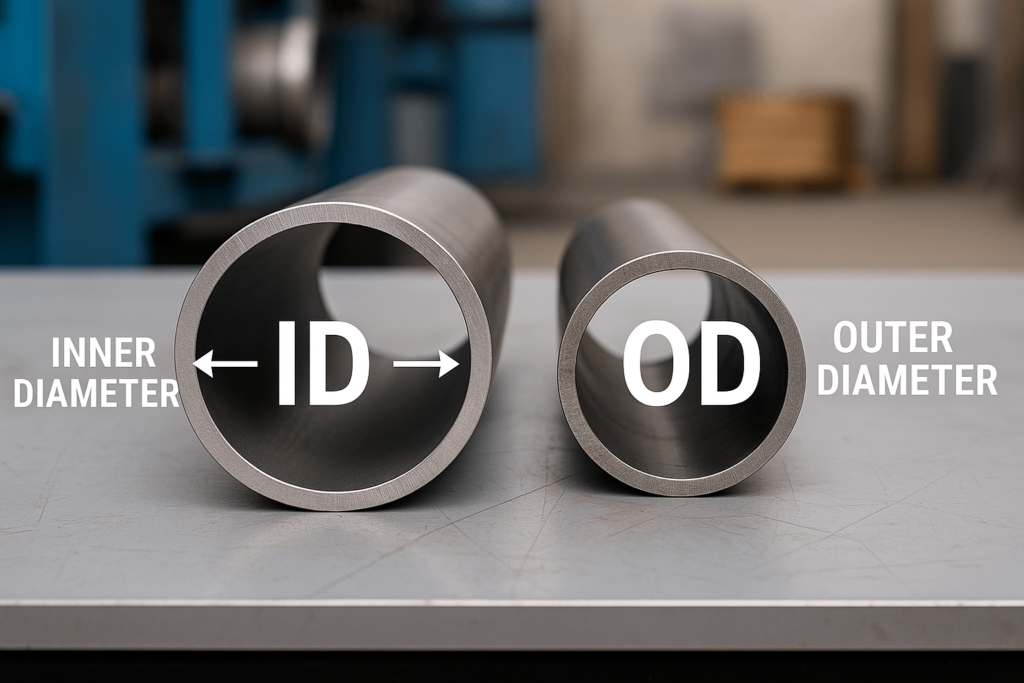
Inner Diameter (ID) controls the usable internal space. It matters when the part is used for a shaft, bearing, cable sleeve, airflow channel, liquid passage, or press-fit assembly. Outer Diameter (OD) controls the outside size of the part. It matters when the component must sit inside a housing, pass through a cutout, align with a mounting frame, or match an external fixture.
Many sourcing problems start because the buyer and supplier are controlling different dimensions. For example, an engineering team may design around airflow and therefore care about ID, while the supplier quotes based on available stock OD. The difference may only be a few millimeters, but in a welded metal frame, tube assembly, or enclosure, that is enough to cause scrap.
Wall thickness is also tied to this decision. Once ID or OD is fixed, the wall thickness determines the other dimension. If wall thickness is not stated, the supplier may choose a standard material size that works for production but does not work for your assembly.
From Drawings to Deliverables: Avoiding Ambiguity
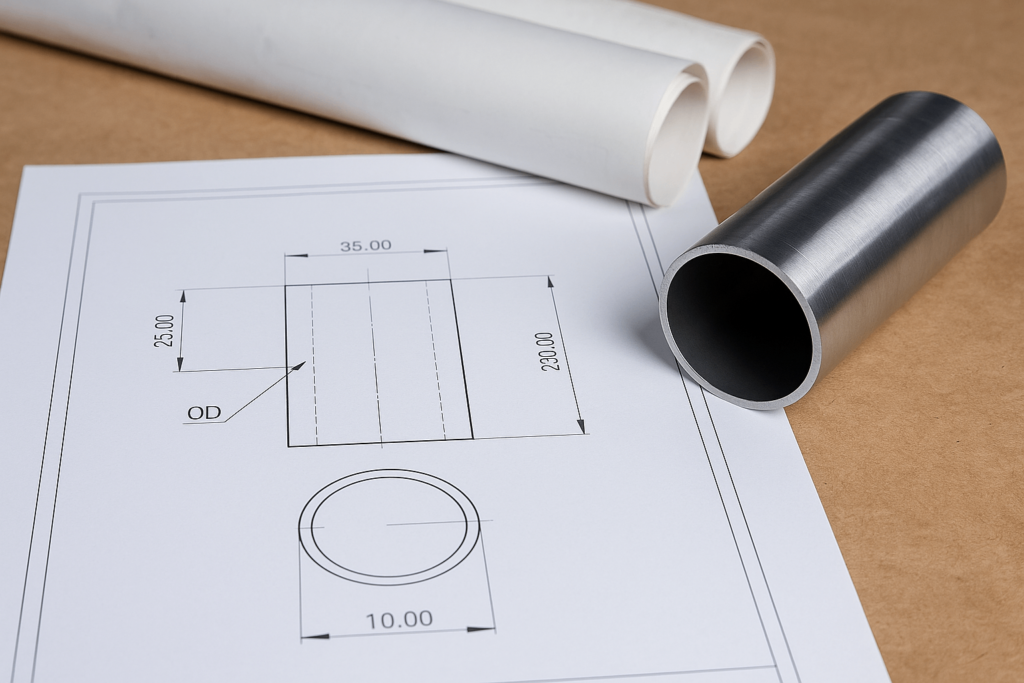
A drawing that only says “Ø14” may look complete, but it still leaves room for interpretation. Is that number the inside diameter, outside diameter, hole size, tube size, finished size after coating, or nominal stock size? In international sourcing, that small gap in the drawing can become a real production problem.
CAD files are accurate, but they do not always explain function. A supplier may know how to laser cut, bend, weld, stamp, or machine the part, but they may not know which dimension is critical unless the drawing says so. This is one of the most common reasons for pipe ID vs OD confusion in OEM metal parts.
For example, if a drawing lists “Ø22 mm” for a part that must accept a motor shaft, the supplier needs to know that the ID is the controlled feature. If the same value is treated as OD, the finished part may look correct on paper but fail immediately during assembly.
Better drawing notes include:
“Ø22 mm ID — fits motor shaft”
“ID critical — H7 tolerance required”
“OD fixed — seats into 25 mm housing cavity”
“Finished OD after powder coating: 30 mm ±0.2 mm”
“Maintain clear internal diameter after welding and surface treatment”
For B2B buyers sending RFQs across countries, never assume the supplier understands the design intent from geometry alone. A precise model is helpful, but a clear functional note is often what prevents the wrong part from being produced.
Tools and Tolerances: Don’t Just Measure—Define
Measurement is not only about having the right tool. It is about agreeing on what will be measured, when it will be measured, and what tolerance is acceptable.
For ID measurement, suppliers may use telescoping gauges, bore gauges, internal micrometers, plug gauges, or CMM inspection depending on the part size and tolerance level. For OD measurement, calipers, outside micrometers, ring gauges, or CMM inspection may be used. For complex fabricated parts, especially welded frames, bent tubes, or coated components, measurement after forming and surface treatment is often more important than measurement before processing.
The larger risk is not the inspection tool itself. The larger risk is an undefined tolerance.
If an RFQ only says “30 mm ID,” one supplier may treat it as a loose clearance dimension, while another may treat it as a precision fit. The result can be press-fit failure, leakage, vibration, rattling, or extra handwork during assembly.
Clear tolerance notes are much safer:
“ID 30 mm ±0.2 mm”
“OD 25 mm, ISO m6 tolerance”
“Finished ID after welding: 18 mm minimum”
“OD measured after powder coating”
“100% go/no-go gauge check required for first batch”
For repeat OEM orders, it is often worth confirming a checking fixture or go/no-go gauge during sample approval. This gives both buyer and supplier the same reference point before mass production starts.
Wall Thickness: Understand the Price You’re Paying
Wall thickness is not just a drawing detail. It directly affects cost, strength, forming behavior, welding stability, and final fit.
Some buyers leave wall thickness open because they expect the supplier to choose a standard material. That can work for simple non-critical parts, but it is risky when the part has load-bearing, sealing, airflow, pressure, or assembly requirements.
Wall thickness affects:
Material weight and unit price
Laser cutting speed and processing time
Bending radius and forming allowance
Welding heat input and distortion risk
Internal clearance and outside fit
Strength, stiffness, pressure resistance, and service life
For custom metal manufacturing, fixing ID while leaving wall thickness open means OD may change. Fixing OD while leaving wall thickness open means ID may change. This is why buyers should state which dimension controls the function and whether wall thickness has a tolerance.
A useful RFQ note could be:
“Maintain 2.5 mm wall thickness ±0.2 mm, with ID as the controlled dimension.”
Or:
“OD must remain 40 mm after finishing; wall thickness may be adjusted only after buyer approval.”
For parts used in pressure, load-bearing frames, medical equipment, battery enclosures, vending machines, or industrial equipment, wall thickness should not be left to assumption. It is part of the product’s performance and part of the price you are paying.

Industry Use Cases: ID vs OD by Function
Different industries control ID and OD for different reasons. The right choice depends on how the part works in the final product, not only on how it is manufactured.
| Industry / Application | Usually Control ID | Usually Control OD | Why It Matters |
| HVAC ducts and airflow parts | ✅ | ◯ | Internal clearance affects airflow volume and pressure loss. |
| Power housings and metal enclosures | ◯ | ✅ | The part must fit inside a casing, cabinet, or mounting space. |
| Medical equipment tubes | ✅ | ✅ | Internal volume, hygiene, handling comfort, and external fit may all matter. |
| Brackets, frames, and support structures | ◯ | ✅ | Outside dimensions control alignment with holes, fixtures, and assemblies. |
| Cable glands and cable sleeves | ✅ | ◯ | The internal opening must clear cables, grommets, or protective sleeves. |
| Battery enclosures and energy storage parts | ◯ | ✅ | OD often controls assembly with frames, trays, and protective structures. |
| Vending machine and equipment parts | ◯ | ✅ | Exterior fit affects assembly, door clearance, and service access. |
| Fluid or vapor transfer components | ✅ | ◯ | Internal diameter controls flow, pressure drop, and sealing performance. |
For OEM sourcing, the safest approach is to describe the function beside the dimension. A supplier can then recommend a suitable process—laser cutting, bending, stamping, welding, CNC machining, or surface treatment—without changing the feature that matters most.
Common Errors: What Causes Fit Failure?
Fit failure usually comes from small assumptions made early in the sourcing process. The most common issues include:
1. Unlabeled diameter dimensions
A drawing says “Ø30 mm” but does not identify ID or OD. The supplier chooses one interpretation, and the buyer expects another.
2. Unit conversion mistakes
A buyer requests 1.5 inch OD, while the supplier converts the value incorrectly or treats it as ID. Even a small conversion error can cause a part to fail in assembly.
3. Material changes without fit review
Switching from low carbon steel to aluminum, stainless steel, or galvanized steel can change bending behavior, springback, wall deformation, and welding distortion. The nominal dimension may stay the same, but the finished fit may change.
4. Surface treatment not included in the final size
Powder coating, plating, polishing, passivation, or anodizing can add thickness or slightly affect critical surfaces. If the drawing does not say whether ID or OD is measured before or after finishing, both sides may inspect the part differently.
5. No first article inspection process
If the first sample is not checked against the real mating part, problems may only be found after mass production. At that point, fixing the issue is no longer a drawing correction—it becomes rework, sorting, replacement, or air freight.
The solution is simple but often skipped: pair each critical diameter with its function, tolerance, inspection point, and finish condition.
Standards to Anchor Your Specs
In global sourcing, standards help reduce interpretation differences. They do not replace a clear drawing, but they give the buyer and supplier a shared reference for tube size, tolerance, material, and inspection expectations.
| Standard | Common Region / Use | Typical Relevance |
| ANSI B36.10 | US pipe applications | Often used for welded and seamless steel pipe dimensions. |
| ASTM A269 | Stainless steel tubing | Common for general service stainless steel tubing requirements. |
| ASTM A270 | Sanitary tubing | Often used where internal surface, hygiene, and tube consistency matter. |
| DIN EN 10220 | European tube and pipe dimensions | Provides dimensional references for steel tubes. |
| ISO tolerance references | Global manufacturing | Useful when defining precision fits for ID or OD. |
A stronger RFQ note is more useful than a standard name alone. For example:
“Stainless steel tube per ASTM A269, ID 18 mm ±0.15 mm, finished size after polishing.”
Or:
“OD 40 mm ±0.2 mm, wall thickness 2.0 mm ±0.15 mm, inspection after powder coating.”
Yishang Metal Products Co., Ltd. supports OEM and ODM custom metal parts using materials such as stainless steel 304/316, low carbon steel, galvanized steel, aluminum, copper, and brass. Our quality system is based on ISO 9001, and RoHS compliance can be supported for applicable projects. During sample approval, critical ID and OD features should be confirmed through drawings, inspection reports, and buyer feedback before volume production.
Control What Controls Your Outcome
ID and OD are not neutral numbers. They are manufacturing decisions.
The diameter you control affects the tooling method, material choice, inspection plan, surface treatment allowance, assembly fit, and final product performance. For B2B buyers, this is not only a technical issue. It is a procurement risk issue: one unclear dimension can affect lead time, batch acceptance, unit cost, and supplier accountability.
Before sending your next RFQ, check these points:
Does every critical diameter clearly state ID or OD?
Is the tolerance realistic for the process and material?
Is wall thickness fixed, controlled, or allowed to vary?
Is the finished size measured before or after surface treatment?
Does the supplier understand what the part must fit with?
Will the first article sample be checked against the real assembly?
Yishang Metal Products Co., Ltd. works with wholesale buyers, OEM teams, engineers, and industrial purchasers on custom metal fabrication, including sheet metal laser cutting, bending, deep drawing, stamping, welding, CNC machining, surface treatment, assembly, packaging, inspection, and shipment.
If your metal part has failed because of fit, tolerance, wall thickness, or unclear diameter requirements, the best place to start is the specification. Once ID, OD, tolerance, and function are clearly defined, custom metal manufacturing becomes easier to quote, easier to inspect, and easier to repeat.
