
An OEM buyer approves a powder coated sheet metal enclosure. The sample looks close to the brand color. The door opens, the screws start, and the front panel passes a quick desk review. Procurement then releases the production order because the launch date cannot move.
Several weeks later, the batch arrives with a different problem. Some panels show gloss variation. Powder has built up around countersunk holes. A hinge area rubs after assembly. The cartons protected the corners, but visible faces picked up light scratches during sea freight. The supplier points to the RFQ note: powder coating black. The buyer points to the approved sample.
Both sides may have acted reasonably. The real failure sits in the approval record. A weak powder coating description can make one prototype look acceptable while leaving the production team without enough rules to repeat it across hundreds of sheet metal parts.
This article focuses on one procurement risk: prototype approval that does not define the coating standard for batch production. The risk starts before quotation, grows during sample approval, and appears after coating, assembly, inspection, or export packing. Buyers can reduce it by treating the coated prototype as evidence, not as a complete specification.
A weak coating approval lets suppliers quote different products under the same RFQ
Many RFQs for enclosures, brackets, frames, cabinets, and welded assemblies include detailed dimensions but a very short finish note. Buyers may write “powder coating white,” “black texture powder,” or “finish as sample.” That wording may support a rough price, but it does not define what the supplier must control.
One fabricator may quote a stock polyester powder, standard pretreatment, normal film thickness, and bulk packing. Another may include a specified RAL color, masking, cosmetic inspection, individual wrapping, and retained samples. The two prices do not represent the same scope, even if both quotations say powder coating.
This creates a false comparison. Procurement may choose the lower quote, then discover that the price excluded coating controls the product needed. The gap often appears after the supplier has already bought material, cut blanks, welded frames, or scheduled the coating line. At that point, changes affect cost and lead time.
Where the assumption enters the quote
A practical powder coating description should tell the supplier which result matters. Color alone rarely does that. Gloss, texture, film thickness, surface class, masking, and packing can all change labor and process planning. So can the base material, because cold rolled steel, galvanized sheet, stainless steel, and aluminum may need different cleaning or pretreatment decisions.
For example, a control cabinet door may need a clean semi-gloss exterior and electrical continuity at grounding points. If the RFQ does not mark the grounding pads, the supplier may coat them. The cabinet then looks acceptable but fails a functional check. Rework requires scraping or masking correction, which can chip nearby coating.
A bracket inside a machine may not need strict cosmetic control. It may only need adhesion, corrosion resistance, and clearance around holes. In that case, a simpler finish note can keep cost reasonable. The key point is not to over-specify every part. Buyers should define the coating risk according to function and visibility.
The approved prototype can hide the coating variation that batch production exposes
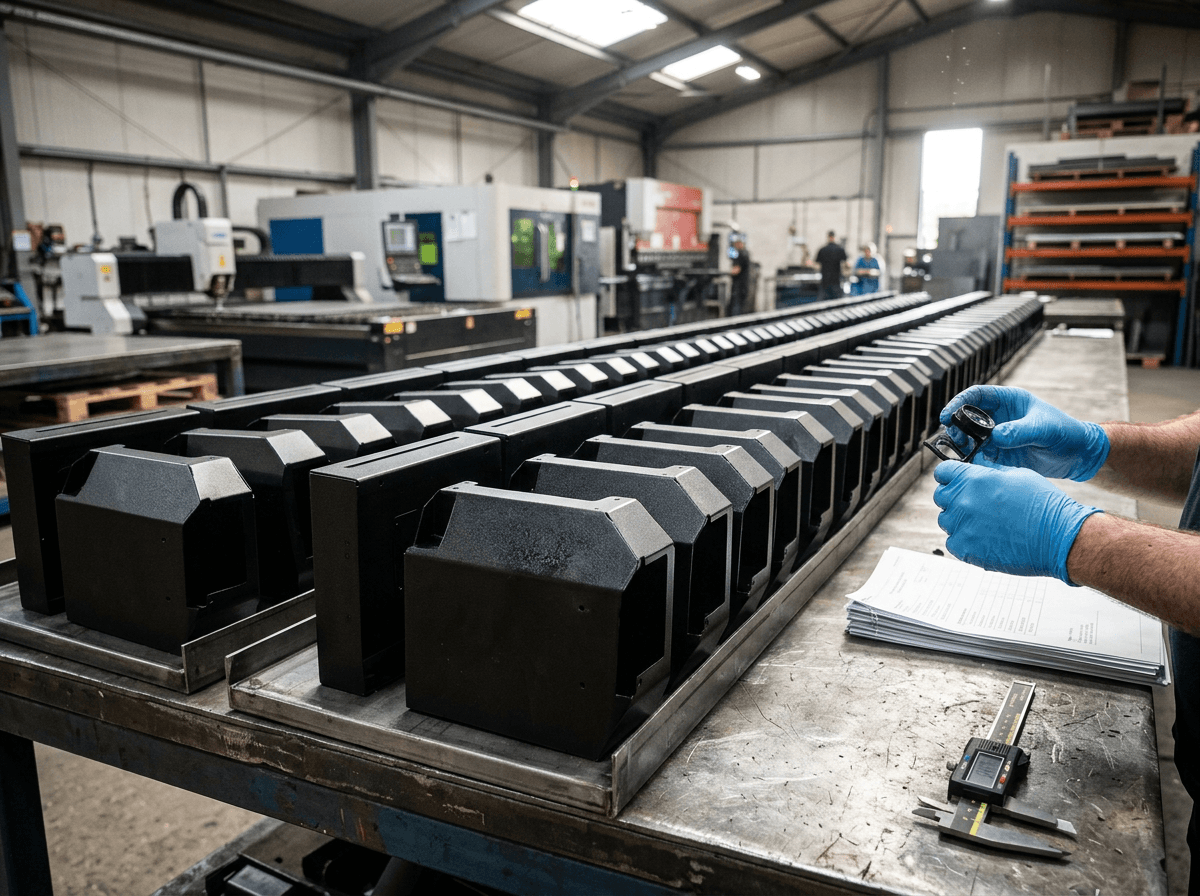
A prototype often receives more attention than a production batch. A senior operator may spray it carefully. The team may handle it by hand, inspect it in office lighting, and pack it gently. That sample can pass even when the written coating requirement remains too loose for repeat production.
Batch work runs differently. Operators must hang many parts, maintain coverage, control cure, avoid mixed surfaces, inspect quickly, and pack for transport. Minor variation that no one noticed on one sample can become obvious across 300 covers, 500 shelves, or 1,000 brackets.
Prototype approval also creates a communication trap. The buyer may believe the sample freezes every finish detail. The production team may believe it only confirms the general color and fabrication geometry. Unless the approval note states what the sample controls, both sides carry different expectations into the purchase order.
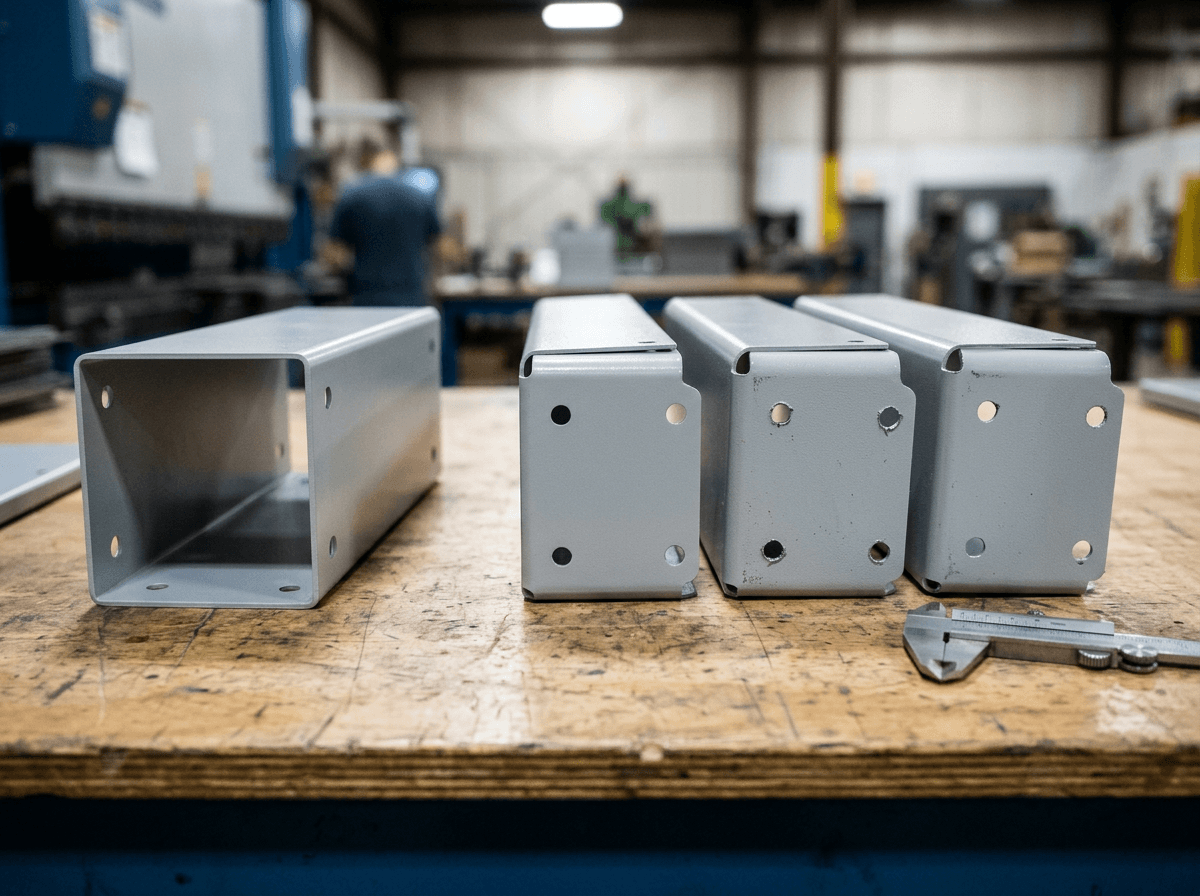
Example: electronics enclosure with countersunk screws
A buyer approves a laser cut and bent electronics enclosure. The sample cover looks clean, and the countersunk screws sit flush enough for review. During production, powder builds around several countersinks. Screw heads sit slightly high, and the front label plate no longer lies flat.
The coating problem started at the RFQ. The drawing controlled hole diameter and countersink angle, but it did not state that the screw seating surface must remain functional after coating. The supplier priced normal spraying, not masking or post-coating control. Earlier clarification could have changed the countersink design, added masking, or allowed thread chasing and inspection time in the quote.
Example: retail display rack with mixed coating lots
A retail display rack creates another common problem. The buyer approves a matte black welded base. Removable shelves arrive later from a separate coating run. Each part looks acceptable alone, but the assembled rack shows a visible gloss difference under store lighting.
The approval record named the color but did not control gloss range, texture, or whether customer-facing parts had to be coated together. The supplier treated the base and shelves as separate production items. The buyer judged them as one retail product. A better powder coating description would have marked visible surfaces and defined matching expectations before the batch order.
Assembly fit problems often come from coating details that drawings leave unmarked
Sheet metal drawings often control the bare part. Powder coating adds thickness after cutting, bending, welding, hardware insertion, and trial assembly. If buyers approve bare metal fit and leave coating details vague, the finished assembly can become tight, noisy, or electrically unreliable.
Film thickness can affect more than appearance. It can reduce clearance in slots, tighten hinge gaps, block tabs, fill small holes, and change how fasteners seat. Powder also tends to build on edges, corners, and around openings. Deep internal corners may show thinner coverage because of spray access limits.
These details matter in metal enclosures, machine guards, frames, and welded assemblies. A cabinet door may open before coating but rub after coating. A removable shelf may scratch a side frame during installation. A sliding bracket may jam because both mating surfaces gained thickness. A grounding point may fail because coating covered the contact zone.
Functional areas need drawing-level instructions
Buyers should mark functional coating requirements directly on drawings or marked photos. Notes such as “mask before coating,” “keep paint free,” “coating allowed but maintain assembly fit,” or “clean threads required after coating” reduce guesswork. Assembly drawings help even more because they show how parts interact after finishing.
Tolerances also need context. A tight bend or hole tolerance may look sufficient on the drawing, but the final assembly also includes weld distortion, hardware position, coating thickness, and stack-up between parts. If the product includes hinges, PEM fasteners, captive nuts, tabs, slots, seals, or mating covers, the supplier needs to review those areas before quotation.
Cost and lead time depend on the decision. Masking every threaded hole adds labor. Designing slightly larger clearance may cost little. Reworking coated holes after production costs more and may damage the finish. The cheapest moment to solve the problem comes before prototype release, not after the batch reaches incoming inspection.
When Yishang reviews custom sheet metal fabrication projects, coating questions often appear beside tolerance and assembly questions. Which faces does the end customer see? Which holes must accept screws after coating? Which areas need electrical contact? These questions help connect the finish note to real production behavior.
Batch consistency depends on coating controls that the sample alone cannot prove
A coated sample shows one result from one moment. It cannot prove that the supplier can repeat color, gloss, texture, adhesion, coverage, and packing protection through the whole batch. Buyers should use the prototype to define controls, not to replace them.
Pretreatment affects adhesion and corrosion resistance. Cleaning affects pinholes, fisheyes, and surface defects. Weld quality affects shadow marks near joints. Hanging method affects coverage and hanging marks. Oven loading affects cure. Packing decides whether the finish survives handling, warehousing, and export shipment.
Visible surfaces need clear inspection rules. A front door, logo panel, machine cover, or retail shelf deserves stricter cosmetic criteria than a hidden rear bracket. Buyers can define A-class surfaces on drawings or marked photos, then state inspection distance, lighting, scratch limits, orange peel tolerance, and whether touch-up marks are acceptable.
Hidden areas still need control, but the purpose may differ. An internal bracket may need full coverage and adhesion rather than a showroom surface. A welded frame may need corrosion protection inside corners. A cabinet interior may need clean threads and contact points more than perfect texture.
Repeat orders need retained references
Repeat batches introduce another risk. A new order may need to match cabinets already installed at a customer site. The same color name can shift when powder supplier, powder batch, gloss, texture, or curing condition changes. If new parts sit beside old parts, buyers should reference an approved powder code, color chip, retained panel, or previous sample.
Packaging also belongs in the coating discussion. A batch can leave the coating line in good condition and still fail after transport. Customer-facing faces may need protective film, foam separators, corner guards, or individual wrapping. Bulk packing may work for hidden brackets, but it can destroy the value of a cosmetic enclosure cover.
Supplier communication should stay specific. Instead of asking whether powder coating is included, buyers should ask what assumptions the quote includes. Does it cover masking? What film thickness range applies? How will visible faces be inspected? How will coated parts be packed? These questions turn a finish note into production control.
Release the batch only after the powder coating description matches the approval risk
Procurement teams do not need a long coating manual for every sheet metal part. They need a finish record that matches the risk of the product. A customer-facing enclosure needs more control than an internal support. A welded cabinet with doors needs more assembly review than a flat cover plate. A repeat order that must match old units needs stronger color control than a one-time industrial bracket.
A useful release process separates three approvals. First, approve the metal geometry, including laser cutting, CNC punching, bending, welding, hardware, and assembly fit. Second, approve the finish standard, including the powder coating description, color reference, gloss, texture, film thickness, masking, and cosmetic surfaces. Third, approve batch controls, including inspection method, defect limits, packing, and retained references.
This separation prevents a dangerous sentence: “the sample is approved.” That sentence sounds efficient, but it can hide what the buyer actually approved. Did the buyer approve dimensions only? Did the buyer approve the exact powder and texture? Did the buyer accept visible hanging marks? Did the buyer check the part under final-use lighting? The purchase order should answer these questions before production starts.
For complex enclosures, cabinets, display racks, frames, and welded assemblies, a pilot batch can reduce risk. It can reveal whether operators can hang parts consistently, whether holes remain usable, whether doors rub after coating, and whether packing protects visible faces. A small controlled release often costs less than sorting a full shipment.
Practical next step: If you are preparing a powder coated sheet metal part, send Yishang your drawings, material requirements, quantities, tolerances, finish expectations, visible-surface notes, assembly drawings, photos, approved samples, and packing requirements. Share the project before locking the batch order, so Yishang can review coating assumptions while drawing or process changes remain manageable.
Frequently Asked Questions
What should a powder coating description include before prototype approval?
It should include the color reference, gloss, texture, film thickness range, masked areas, visible surfaces, acceptable cosmetic limits, and packing protection. If the prototype only approves geometry, state that clearly in the approval record.
Why can a powder coated prototype pass but the batch fail inspection?
A prototype may receive special handling and extra operator attention. Batch production must repeat the result across many parts, racks, and process steps. Without written controls, color, gloss, coverage, masking, and packing can shift.
Can powder coating affect sheet metal tolerances and assembly fit?
Yes. Powder adds thickness around holes, edges, slots, countersinks, hinges, tabs, and mating faces. It can make doors rub, screws sit high, threads bind, or brackets fit tightly. Mark functional areas before quotation.
How should buyers compare quotes for powder coated sheet metal parts?
Buyers should compare the coating assumptions, not only the unit price. Check whether each quote includes the same powder reference, masking, pretreatment, film thickness control, cosmetic inspection, packaging, and retained sample requirements.
When do visible surfaces need stricter coating rules?
Stricter rules make sense for customer-facing doors, covers, logo panels, display racks, retail shelves, and machine housings. Hidden brackets may need simpler cosmetic criteria but still require adhesion, coverage, and functional clearance.
What information should I send for a safer powder coated batch order?
Send drawings, material requirements, quantities, tolerances, finish expectations, powder or color references, visible-surface notes, masking needs, assembly drawings, prototype comments, and packing requirements. This helps the supplier quote and produce the same finish standard.
