
An OEM can approve a clean powder coated prototype and still reject the first production batch. The parts may look right at first glance. Then rust appears near welded corners, hinge cutouts, slotted holes, bottom feet, or chipped edges after transport.
The supplier says it supplied the quoted finish. The buyer says the parts should resist rust. Both sides point to the same short drawing note: “black powder coat.” That note created the problem before fabrication started.
So, does powder coating prevent rust? It can reduce corrosion when the metal, pretreatment, powder type, edge condition, masking plan, assembly method, and packaging match the real environment. It does not turn every steel part into a rust-proof part. When the RFQ only states color, suppliers must guess the corrosion requirement. Those guesses change price, lead time, inspection scope, and claim risk.
This article focuses on one buyer risk: unclear RFQ finish requirements that let each supplier quote a different rust-prevention system. For custom sheet metal enclosures, brackets, frames, cabinets, and welded assemblies, that ambiguity can turn a normal coating decision into a delivery dispute.
The Rust Claim Usually Starts With the Finish Note, Not the Coating Booth
Many rust disputes begin with a finish note that looks harmless. A drawing may show material thickness, bends, hole sizes, and critical dimensions. The finish line says “powder coat black,” “RAL 9005,” or “white texture powder.” That wording defines appearance. It rarely defines corrosion performance.
A powder coater can apply a beautiful finish that still fails the buyer’s unstated expectation. The buyer may expect outdoor protection. The supplier may price indoor polyester powder with basic cleaning. Another supplier may quote stronger pretreatment, outdoor powder, added edge work, and special packing. The quotes look similar in the purchasing spreadsheet, but they carry different corrosion assumptions.
The consequence chain moves fast. The RFQ omits the use environment. The supplier prices a lower coating route. The prototype passes a visual check. Batch parts ship. Moisture reaches thin edges, masked holes, or transport chips. Rust appears after installation. At that point, both teams argue over an expectation that never entered the drawing package.
Project example: a control enclosure for a covered outdoor machine used cold rolled steel and black powder coating. The prototype looked clean on the conference table. The production batch later showed rust stains near hinge cutouts and lower drain openings. The supplier had coated the parts as quoted. The buyer had expected outdoor durability, but the RFQ never stated rain exposure, pretreatment level, or edge coverage expectations.
A better procurement question is not only “does powder coating prevent rust?” Buyers should ask which powder coating system the supplier priced, and what conditions that system assumes. That question belongs in the RFQ stage, not after a rust claim.
Quote Comparison Breaks When Suppliers Price Different Corrosion Assumptions
Powder coating cost does not come from color alone. Substrate choice, pretreatment, blasting, primer, powder grade, film thickness, masking, rack marks, inspection, and packaging all affect cost. They also affect lead time. If the RFQ stays vague, suppliers fill the gaps differently.
One supplier may quote mild steel with degreasing and standard indoor powder. Another may quote galvanized steel, compatible pretreatment, outdoor polyester powder, and thicker corner protection. A third may include blasting and primer for welded assemblies. The lowest price may not show better efficiency. It may simply exclude corrosion work that another supplier included.
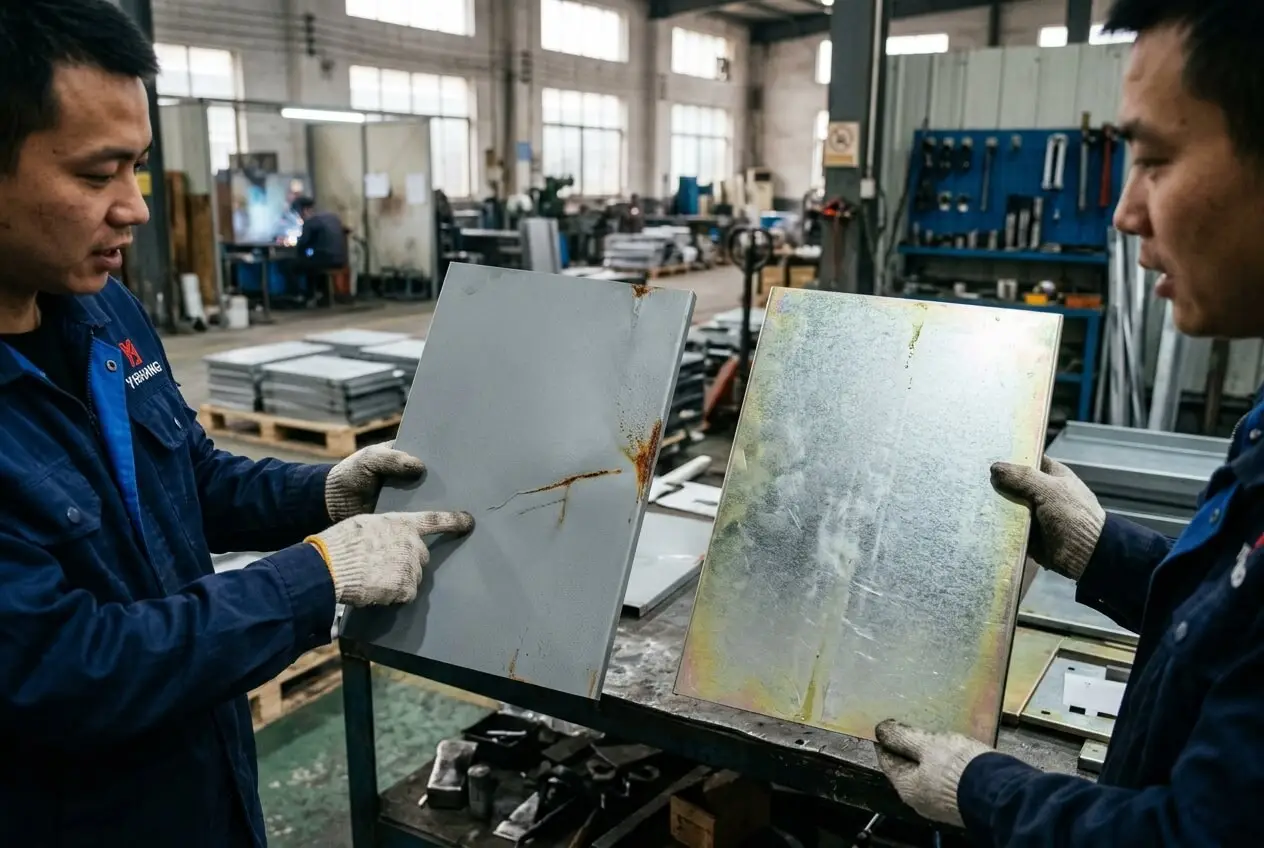
Material Assumptions Change the Finish Risk
Mild steel, galvanized steel, stainless steel, and aluminum do not behave the same under powder coating. Mild steel can rust quickly when coating chips expose bare metal. Galvanized steel gives extra corrosion resistance, but it still needs compatible surface preparation. Stainless steel may need coating for appearance rather than rust control. Aluminum does not create red rust, yet poor pretreatment can still cause blistering or corrosion under the coating.
If the RFQ allows “supplier choice” without performance limits, each supplier may choose a different route. That makes unit price comparison unreliable. Buyers should state the required material or ask suppliers to quote named alternatives with separate assumptions.
Pretreatment and Powder Grade Carry Hidden Cost
Cleaning alone may suit dry indoor parts. Outdoor parts often need a more controlled pretreatment route. Some applications justify blasting, primer, or a specified corrosion test. These steps add process time and may extend lead time, especially when the project needs sample approval or third-party testing.
A procurement team should not force suppliers to guess whether a cabinet sits in an air-conditioned room, under a canopy, near coastal air, or in a washdown zone. Each condition changes the finish scope. When buyers share the installation environment early, Yishang can review whether the drawing note matches the fabrication, finishing, and assembly risks before pricing locks in.
Project example: a welded retail display frame had powder coated foot plates. In dry store aisles, the finish performed well. Near store entrances, water, salt from shoes, and floor-cleaning chemicals attacked the lower edges. The original quote only specified color and texture. It did not separate dry indoor locations from wet entrance zones. The buyer later had two different performance requirements under one finish note.
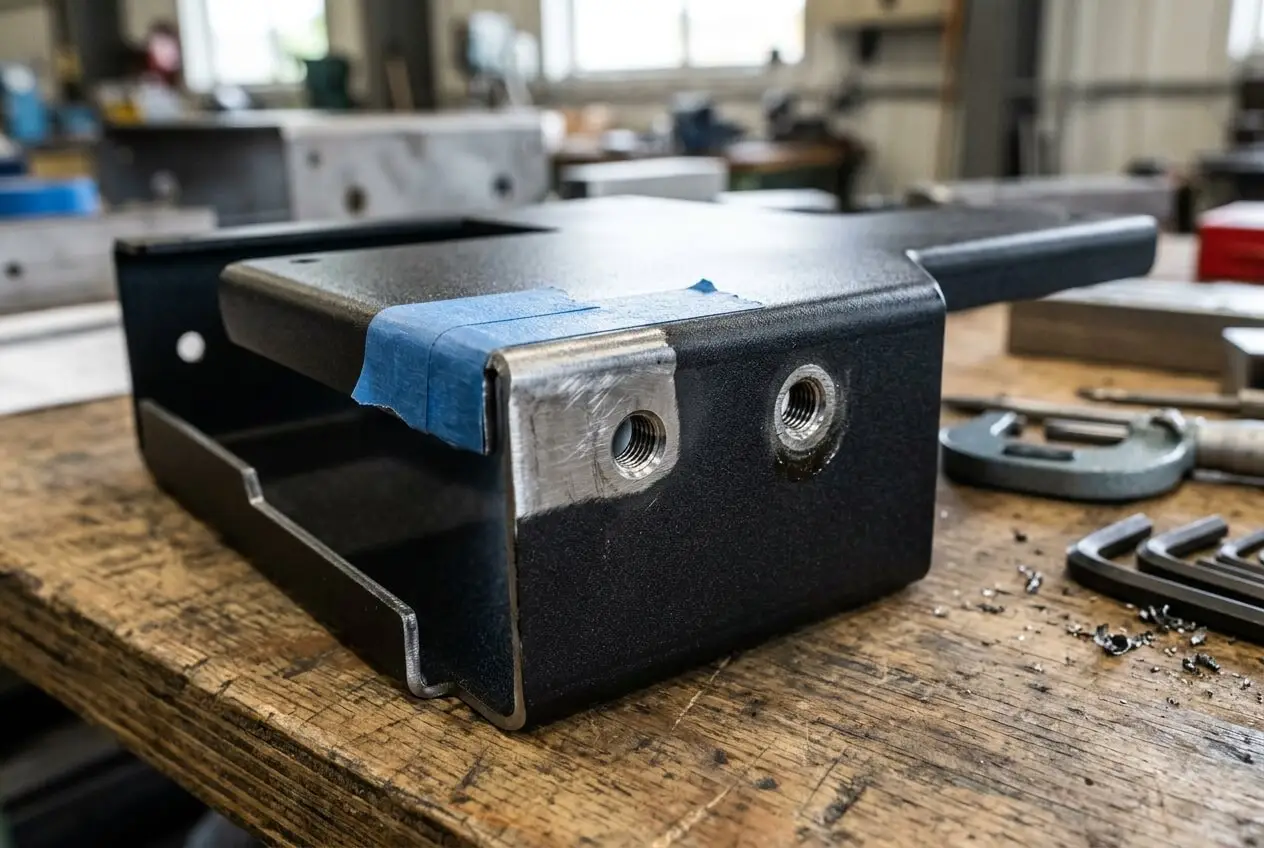
Rust Appears Where Drawings Leave Edges, Welds, Holes, and Masking Undefined
Rust rarely starts in the middle of a flat, well-coated panel. It often appears at features where coating coverage becomes harder to control. These features include sharp laser-cut edges, punched slots, countersunk holes, weld seams, tight corners, drain openings, and masked surfaces.
When drawings treat the whole part as one simple coated surface, suppliers may not price the extra work needed at these risk points. The buyer then inspects the finished assembly as if every surface carried the same protection. That expectation creates conflict.
Sharp Edges and Slots Need Earlier Decisions
Powder can pull away from sharp edges during curing. That leaves thinner coverage than on flat faces. Outdoor brackets, machine guards, and enclosure bases often rust at these points first. A drawing can reduce this risk by calling out deburring, edge break, radius expectations, or critical exposed edges.
Those details affect cost and production flow. Extra edge preparation takes time. It may also affect dimensional tolerances around slots and tabs. If a mounting bracket has tight slot width requirements, the buyer should clarify whether dimensions apply before or after coating and whether powder buildup can reduce clearance.
Welded Areas Can Trap Moisture and Contaminants
Welded assemblies create another common claim path. Weld spatter, soot, undercut, pinholes, and narrow lap joints can trap contaminants or water. Powder may bridge a crevice and leave the inside edge exposed. Rust then bleeds through and stains the visible surface.
A welded battery cabinet shows this problem clearly. The flat doors look clean, but brown stains appear near the lower welded frame after humidity exposure. The buyer may call it a coating failure. The root cause may include weld cleaning, joint design, drainage, or missing seal requirements. The RFQ should make those risks visible before production.
Masking Can Create Bare Metal by Design
Masking often supports assembly. Buyers may need bare grounding pads, clean threads, hinge contact areas, sliding fits, or electrical bonding points. Those areas may remain uncoated because the drawing asked for it. If moisture reaches them, rust can start exactly where the supplier followed instructions.
This risk grows when assembly teams install screws, hinges, or brackets after coating. Fasteners can chip the coating around holes. Tight tabs can scrape powder during insertion. A tolerance decision then becomes a corrosion problem. Buyers should connect masking, fit, and coating thickness in the same drawing review.
Prototype Approval Can Hide Batch Rust and Assembly Damage
A prototype often receives more manual attention than a batch. Technicians may spend extra time on weld cleaning, hanging, touch-up, deburring, and packing. That attention helps the prototype pass. It does not prove batch consistency.
Many prototype approvals focus on color, gloss, and surface texture. Those checks matter, but they do not confirm corrosion behavior. Buyers also need to know whether the approved part represents the same pretreatment, powder, masking, film thickness, and packaging method planned for production.
Batch Handling Can Damage the Barrier
Powder coating protects steel only while the barrier remains intact. A small chip on a bottom corner can expose mild steel. If parts sit in a humid warehouse or travel in weak packaging, rust can appear before installation.
Packaging rules therefore belong near finish requirements. Heavy cabinets, welded frames, and metal enclosures need protection at corners and contact points. If parts stack metal-to-metal, vibration can break the coating. The buyer may see rust at delivery, but the cause may sit between coating and shipping.
Assembly Fit Can Turn Good Coating Into Scraped Metal
Powder coating adds thickness. A slot, hinge gap, tab, or bracket interface may fit before coating and bind afterward. Workers may force the parts together. The coating scrapes off, and exposed metal starts to rust.
This issue links tolerances with finish expectations. Buyers should identify tight fit zones, moving interfaces, and post-coating assembly areas. The supplier can then suggest masking, tolerance changes, hole size adjustments, or assembly sequencing. Without that discussion, the coating may meet the finish note but fail during assembly.
For larger production runs, the approval record should include the powder code, gloss range, texture, master sample, coating thickness range, masking method, cosmetic surface classes, and known contact points. It should also state how batch inspection will check edges, weld seams, holes, adhesion, and packaging. Yishang can use that record during drawing review and prototype feedback to align the quoted finish with batch production controls.
RFQ Language That Makes Rust Prevention Quotable
Buyers do not need to over-specify every powder coated indoor bracket. They do need enough RFQ detail to stop suppliers from pricing different assumptions. Clear finish language helps suppliers quote the same risk. It also gives purchasing teams a fair basis for comparing cost and lead time.
Start with the use environment. State whether the part will stay dry indoors, sit near an entrance, operate outdoors under cover, face direct rain, sit near coastal air, or meet washdown cleaning. Then define the substrate or ask for priced alternatives. If corrosion matters, request the supplier’s proposed pretreatment route instead of accepting a one-word finish note.
Next, connect finish with geometry. Mark cosmetic faces, exposed edges, welded seams, masked areas, grounding points, threaded holes, hinge zones, and tight assembly interfaces. Add critical dimensions that apply after coating. If powder buildup can affect fit, call out maximum thickness or controlled masking in those areas.
Inspection language should match the application. A dry indoor cover may only need visual approval and basic adhesion checks. An outdoor enclosure may need film thickness readings, edge inspection, adhesion testing, and a defined corrosion test. If salt spray testing matters, state the test standard, hours, sample size, and pass condition before quotation. Testing added after order release can change both cost and schedule.
Supplier communication should also include project history. If a previous batch rusted at welds or holes, share photos. If a prototype showed thin coverage near slots, document it. These details help the supplier price prevention instead of reacting after delivery.
A practical RFQ for a rust-sensitive powder coated part should include drawings, quantities, material requirements, tolerances, finish color, gloss or texture, use environment, pretreatment expectation, masking needs, assembly notes, packaging requirements, and inspection criteria. This does not make the RFQ longer for its own sake. It makes the rust expectation quotable.
If rust prevention affects acceptance of your sheet metal parts, send Yishang your drawings, material requirements, quantities, tolerances, finish expectations, coating color, installation environment, masking needs, assembly notes, and any prototype feedback. The team can review fabrication and powder coating assumptions before quotation, including edge coverage, weld areas, film thickness, fit zones, packaging, and batch inspection. Start the RFQ at https://zsyishang.com/ with the complete drawing package.
Frequently Asked Questions
Does powder coating prevent rust on steel enclosures?
Powder coating can reduce rust risk on steel enclosures, but it does not guarantee rust prevention by itself. The RFQ must define the use environment, substrate, pretreatment, powder grade, film thickness, edge preparation, masking, and inspection criteria. A color-only finish note can lead to an indoor-level coating on a part that needs outdoor durability.
Why do powder coated parts rust near holes and edges first?
Edges, slots, punched holes, and countersinks often have thinner coating coverage than flat panels. Fasteners can also chip coating during assembly. If the drawing does not call out edge preparation, post-coating dimensions, or protected fit zones, rust may start at these features even when the main surface looks acceptable.
Should buyers specify salt spray testing for powder coated sheet metal?
Buyers should specify salt spray testing only when corrosion resistance forms part of acceptance. Outdoor cabinets, equipment frames, and moisture-exposed assemblies may justify it. Dry indoor parts may not. If testing matters, state the standard, hours, sample size, substrate, coating system, and pass condition before suppliers quote.
Can masking instructions cause rust claims?
Yes. Masking can leave bare metal at grounding pads, threads, hinge faces, sliding fits, or assembly contact areas. Those zones may rust if moisture reaches them. Buyers should mark which masked areas need post-assembly protection, plugs, caps, sealant, stainless hardware, or a design change.
Why can a powder coated prototype pass but the batch still rust?
A prototype may receive extra cleaning, deburring, touch-up, and careful packing. Batch production uses repeatable process controls instead of one-off attention. Buyers should approve the powder code, pretreatment, thickness range, masking, cosmetic standards, packaging, and batch inspection plan, not only the prototype color and gloss.
What should an RFQ include for rust-sensitive powder coated parts?
Include drawings, quantities, material requirements, tolerances, finish color, gloss or texture, use environment, pretreatment expectations, coating thickness range, masking needs, assembly fit zones, packaging requirements, and inspection criteria. This information lets suppliers price the same corrosion risk instead of making different assumptions.
