For wholesale procurement managers, aesthetics must be matched by measurable durability and predictable performance. A bulk order of mirror‑polished stainless steel railings or aluminium brushed finish panels might pass factory QC, yet months of humidity, salt air, or frequent handling can trigger corrosion, fading, or scratches.
Such failures raise replacement costs, warranty claims, and downtime. Industry surveys indicate surface degradation accounts for a high share of post‑installation defects in metal structures. To reduce risk at scale, buyers increasingly specify PVD finish for metal products in tenders and supplier contracts, securing consistent outcomes across large shipments and extending product life cycles.
The Science of a PVD Finish – in Manufacturing Terms
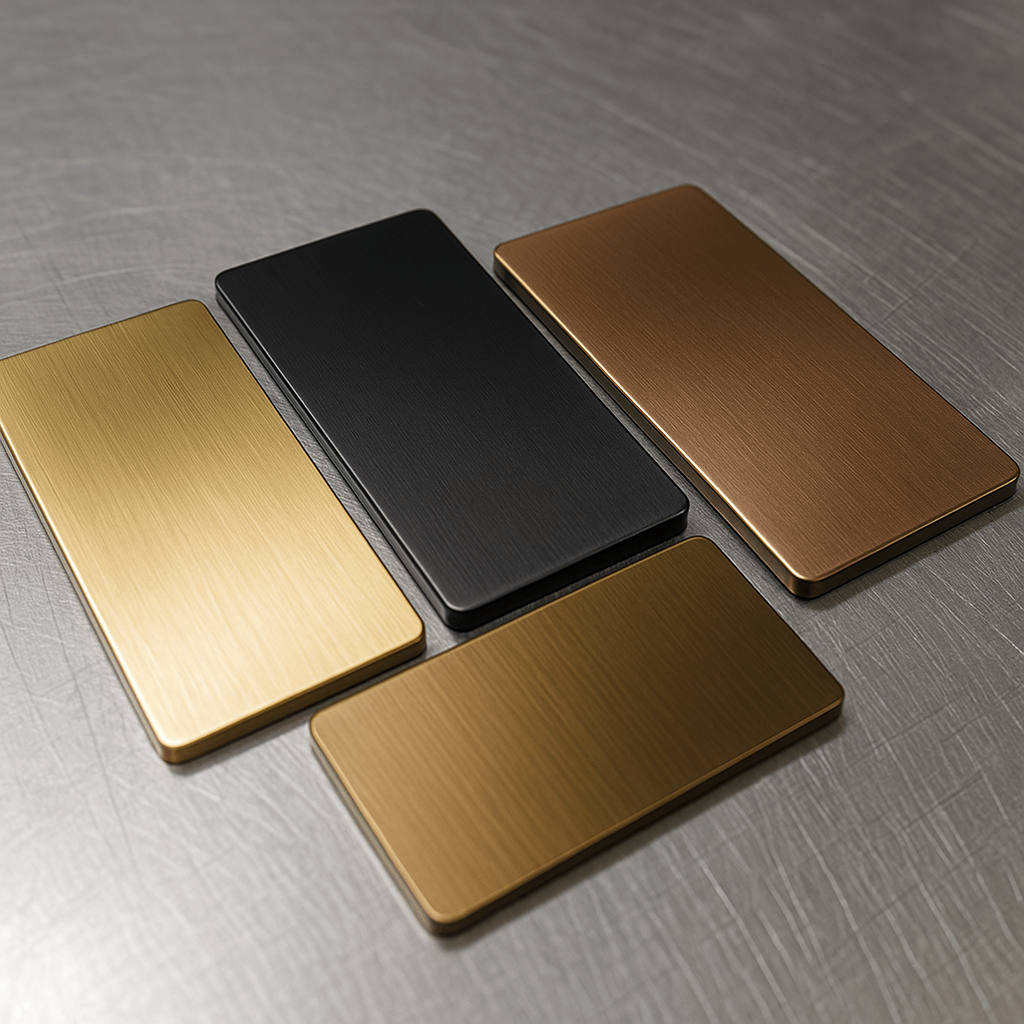
What is PVD finish? Physical Vapor Deposition is a precision process where titanium, zirconium, or carbon sources are vaporized in a vacuum chamber and bonded at the atomic level to substrates such as stainless steel, aluminum surface finish parts, brass, or carbon steel.
The thin film provides high wear resistance, strong corrosion protection, and UV stability. Process windows are tuned per application—marine‑grade 316 stainless for harsh environments; a 32 surface finish for architectural components demanding tight texture control; a 125 machine finish for robust structural elements where visual uniformity and throughput matter.
Typical coating thickness: ~0.2–3.0 μm (varies by color, substrate, and run settings).
Common hardness: up to ~2000 HV (coating family dependent; indicative range).
Adhesion validation: scratch test (ISO 20502), Rockwell indentation (VDI 3198); cross‑cut where applicable.
Thickness/color checks: XRF; gloss/ΔE color monitoring (e.g., ISO 2813 for gloss).
Finish bases before PVD: 32 microinch finish / 32 machine finish for premium decor; 63 surface finish for general visible parts; 40 surface finish and 125 finish for utility components; bead blast surface finish for uniform satin.
These ranges are typical, not absolute; parameters are finalized after sample approval.
Color management note: ΔE* target bands are agreed during sampling and held through production via XRF plus visual checks under standard lighting (e.g., D65/10°). Tolerances are project‑specific and confirmed at sample sign‑off.
Why PVD Matters for Metal Products and Buyers
Outdoor, public, and industrial environments expose metals to pollutants, detergents, and abrasion. PVD reinforces 304/316 stainless, hardens aluminum, and preserves copper or brass tone without dimensional change, supporting stable fits and tolerances.
For wholesale buyers, this delivers fewer shipment rejections, predictable bulk quality, and easier compliance with specifications for export projects—direct levers for procurement efficiency and client satisfaction.
Inside the PVD Room – From Raw Sheet to Finished Surface
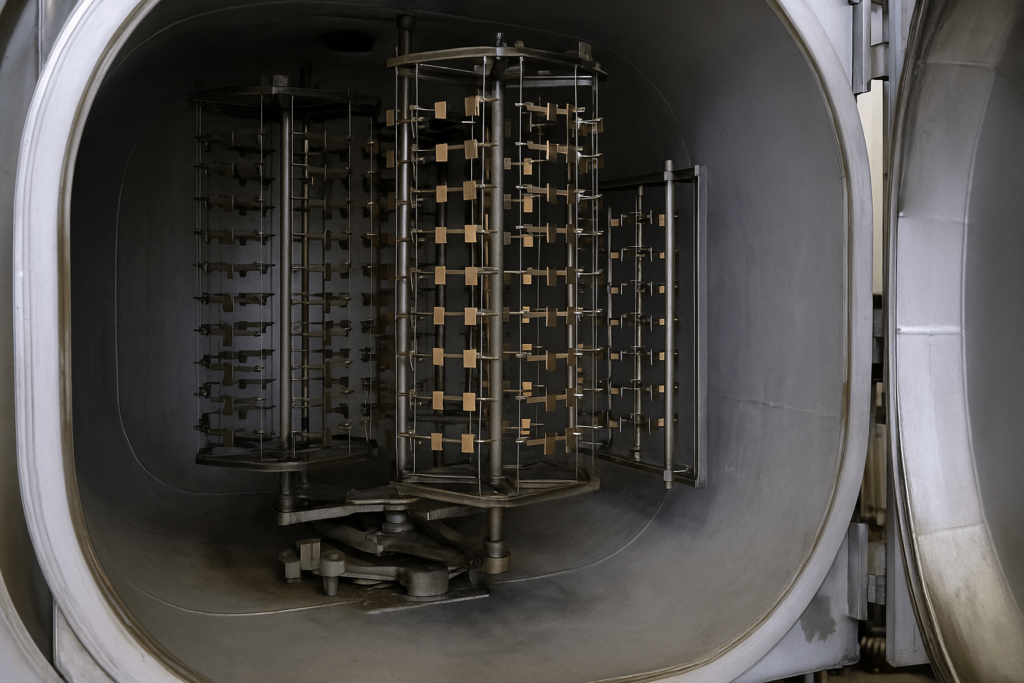
The PVD metal finishing process starts with repeatable surface prep: degreasing, ultrasonic cleaning, bead blast surface finish, and mechanical polishing to the target base roughness (e.g., 32–125 surface finish). Pre‑PVD turning/finishing—classic applications of lathe machine—is often used to achieve stable RA/Rz before coating.
Parts are fixtured on rotating racks for uniform exposure inside the vacuum chamber. Coating material is vaporized via magnetron sputtering or cathodic arc deposition, then condenses into a dense, adherent film. Post‑process QA includes XRF thickness checks, adhesion per ISO 20502 or VDI 3198, salt‑spray per ISO 9227/ASTM B117, and visual color consistency versus master swatches.
For wholesale PVD finishing supplier negotiations, this table supports lifecycle costing and positions PVD against alternatives for export hospitality, retail fixtures, and transit infrastructure.
When to Choose PVD – A Practical Decision Framework
Start with environment and duty cycle. Marine/coastal builds prioritize corrosion resistance; high‑touch zones (handrails, escalator panels) prioritize scratch resistance and stable color; brand‑driven decor needs precise hue without sacrificing durability. For buyers comparing wholesale stainless steel PVD finishing versus conventional coatings, this framing clarifies when PVD delivers the best lifetime value.
Decision matrix (illustrative)
Use Case
Base Metal
Pre‑PVD Base Finish
PVD Route
Note
Outdoor handrails (coastal)
316 SS
32 surface finish
Sputtered Ti‑based nitride
Color stable; strong salt‑spray performance
Mall escalator panels
304 SS
63 surface finish
DLC or Zr‑based
High hardness; fingerprint control
Retail display frames
Brass/Al
Bead blast surface finish
Decorative Ti/Zr series
Warm tone; low maintenance
Utility enclosures
Al/galv. steel
125 finish
Functional nitride
Balanced cost/performance
Align expected service life with total cost of ownership. For short‑term pop‑ups or seasonal fixtures, traditional coatings may suffice. For long‑term assets, PVD’s stability reduces rework windows and logistics disruptions, which is critical when sourcing from a bulk PVD coated metal parts supplier for export rollouts.
MOQ: depends on part size/color batch; pilot runs for color approval available.
Lead time: ~2–4 weeks after sample sign‑off (varies with color and load plan).
Docs provided on request: RoHS statement, material certs, XRF/adhesion reports, color swatches.
Targeted long‑tails: bulk PVD coated metal parts supplier; custom stainless steel PVD fabrication; custom aluminium surface finish manufacturer.
ROI and Strategic Advantages
The cost of PVD coating for metal fabrication is recovered through extended service life, lower cleaning/refurbishment frequency, and fewer warranty events. For example, aluminum surface finishes on coastal facade trims avoid repaint cycles common every 5–7 years with conventional coatings, stabilizing maintenance budgets.
Compliance and sustainability also influence awards in global tenders. RoHS‑aligned processes and low effluent profiles support ESG goals and simplify import compliance—useful signals for buyers consolidating a wholesale PVD finishing supplier base.
Case Snapshot
A coastal retail project required corrosion‑resistant stainless handrails with a warm, brand‑matched tone. Solution: 316 stainless base, magnetron‑sputtered PVD in custom color, base 32 surface finish. Outcome over 24 months: no repaint cycles, minimized spotting, reduced cleaning frequency—improved availability and lower TCO.
The Road Ahead – Future Directions for PVD Metal Finishes
Trends shaping metal finishing services for export orders:
Nano‑textured anti‑fingerprint skins to cut cleaning labor in public zones.
Antibacterial top‑coats for healthcare and food‑service equipment.
Custom gradients/laser branding to unify architecture and brand assets.
AI‑driven controls for color match stability (lower ΔE drift) in high‑volume runs.
These developments answer buyer priorities: scalable capacity, consistent color lot‑to‑lot, and lower lifetime operating cost.
References & Standards (selection)
ISO 9227 (salt spray), ASTM B117 (salt fog), ISO 20502 (instrumented indentation/scratch), VDI 3198 (Rockwell indentation for coatings), ISO 2813 (gloss). Documents and reports available upon request for wholesale orders.
Mini‑FAQ for Procurement
Is PVD worth it for outdoor stainless handrails? Yes—especially for 304/316 in marine or high‑traffic sites where corrosion and abrasion drive maintenance cycles.
What thickness and hardness are typical? Films commonly range ~0.2–3.0 μm; hardness values can reach ~2000 HV depending on coating family and settings.
What lead time and MOQ should I expect? Typical lead time ~2–4 weeks after sample approval; MOQ depends on part size, color batch, and load planning.
Closing with a Professional Invitation
For sourcing teams buying high‑performance metal products, PVD offers durable aesthetics, predictable quality, and compliance advantages. From aluminum surface finishes and stainless architectural elements to brass decor, it delivers a dependable return on investment.
If you have any questions or need a quote, please send us a message. One of our specialists will get back to you within 24 hours and help you select the correct valve for your needs.